














El conocido principio KISS (Keep it super simple, mantenlo súper simple) se acuñó por primera vez en la década de 1960 y comenzó a usarse ampliamente en la Marina de los EE. UU. poco después. Si bien comenzó como un principio de diseño para ingenieros, desde entonces se ha aplicado a cualquier actividad o esfuerzo creativo que haya tenido la tendencia a volverse innecesariamente complicado.
Lo que se vuelve demasiado complicado también se vuelve, por defecto, poco comprendido y utilizado. Por el contrario, la mayor genialidad en diseño e ingeniería reside en lograr el objetivo del diseño mediante la simplicidad y la pureza de las formas.
Esto se puede aplicar de muchas maneras al mundo del análisis de aceite. Cada vez más, el análisis de aceite se ha visto envuelto en complejos algoritmos matemáticos y de química analítica. Esta ciencia tiene éxito cuando toma lo complicado, como una serie de partículas de distintas formas, tamaños, texturas, colores y composiciones, y expresa su formación en lenguaje sencillo (por ejemplo, el desgaste por corte en las paredes de los cilindros).
Es menos exitoso cuando se hace lo contrario, es decir, se analiza en exceso y se detalla en exceso. Si alguien te pregunta la hora, no hay necesidad de darle una explicación sobre cómo funciona un reloj.
No me malinterpreten, estoy muy orgulloso del progreso técnico en el campo del análisis de aceite y del enorme valor que ha aportado al mundo de la confiabilidad de la maquinaria.
El análisis de aceite siempre debe considerarse en términos de sus múltiples formas, no para competir entre ellas, sino que deben formar una actividad enfocada y unificada, cada una con sus propias fortalezas y debilidades para que, en conjunto, permitan que el análisis de aceite funcione de la mejor manera.
Como todas las iniciativas de confiabilidad, el análisis de aceite debería ofrecer confiabilidad al menor costo posible. Optimiza la confiabilidad, no la maximiza. Se trata de tomar las decisiones correctas.
Por ejemplo, para una máquina determinada, ¿con qué frecuencia se deben realizar análisis de laboratorio? ¿Con qué frecuencia se debe efectuar la caracterización de partículas de desgaste? Estas son preguntas necesarias para lograr el estado óptimo de referencia (ORS, por sus siglas en inglés) deseado.
Las cuatro formas principales de análisis de aceite se identifican y describen en la Figura 1.
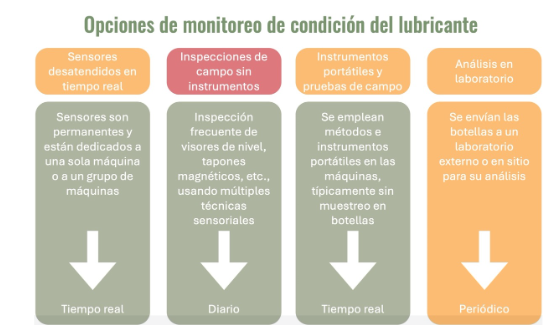
Figura 1. Las cuatro opciones principales de análisis de aceite
En artículos anteriores de la revista Machinery Lubrication, presenté la Inspección 2.0 como una reinvención importante de las prácticas de inspección convencionales. Veo muchas oportunidades al alcance de la mano para efectuar inspecciones de maquinaria sencillas, diarias y exhaustivas que a menudo pasan desapercibidas y, sin duda, no se aprovechan.
Es mucho mejor realizar 100 inspecciones de “detección” frecuentes que un análisis de laboratorio mensual o trimestral. Los análisis de laboratorio deben realizarse de todos modos, pero no sustituyen a las inspecciones frecuentes de buena calidad. Cuando esto sucede, se margina la confiabilidad y se desperdician los presupuestos de mantenimiento.
A modo de resumen, la Inspección 2.0 se puede sintetizar en los siguientes principios:
- Cultura de confiabilidad por inspección
- Habilidades avanzadas de inspector táctico
- Preparación para la inspección de la máquina con ventanas de inspección
- Herramientas y ayudas avanzadas de inspección
- Protocolos de inspección alineados con los modos de falla
- Énfasis en fallas tempranas y causas raíz
- Origen de más del 90% de las órdenes de trabajo no programadas
Las inspecciones tácticas son inspecciones con un propósito
Con excepción del gusto, nuestros otros cuatro sentidos pueden utilizarse de manera eficaz, individual o colectiva, para realizar inspecciones tácticas frecuentes. El concepto de inspección táctica es el de inspección con un propósito. No se trata simplemente de seguir los pasos de una lista de verificación. Por ejemplo, no se trata simplemente de mirar el aceite, sino de examinarlo por razones específicas. Los inspectores deben conocer esas razones.
Este examen busca responder varias preguntas sobre la salud del aceite, la salud de la máquina y la condición del aceite para proteger a la máquina de fallas prematuras. Los inspectores deben buscar algo que a menudo es inherentemente difícil de encontrar o notar. La máquina, a través del aceite, enviará una señal. La fuerza de esa señal aumenta a medida que se acerca la falla funcional. La detección temprana de fallas es el objetivo y se logra mejor mediante inspecciones tácticas. Hablaré sobre cómo esto se puede hacer visualmente.
No existen instrumentos científicos, sensores, algoritmos ni computadoras que puedan superar a los ojos y la mente de un inspector humano. Para aprovechar al máximo su sentido de la vista, necesita saber qué está buscando. Comience por elaborar una lista de causas y síntomas.
La inspección busca encontrar estados críticos del aceite que causan fallas (causas raíz de la falla) o revelan fallas activas en progreso (síntomas). Por ejemplo, para un aceite de motor diésel, esto podría ser el nivel de aceite, la dispersión o dispersancia de hollín, la dilución por combustible, la contaminación con refrigerante y la presencia de lodos. Para una caja de engranajes industrial, es posible que desee buscar un nivel de aceite incorrecto, aceite sucio, contaminación con agua, exceso de partículas de desgaste, aceite oscurecido o espuma en el aceite.
Al conocer las preguntas, puede trabajar en sentido inverso para definir el protocolo de inspección táctica que proporcione las respuestas. Este es un proceso de dos pasos:
- Causas y síntomas (C&S): para cada máquina o componente del sistema, enumere lo que es importante encontrar (clasificado por importancia).
- Estados de ocurrencia crítica (EOC): para cada elemento de esta lista, cree un protocolo de inspección que revele el estado de ocurrencia (cuanto antes, mejor).
Un ojo bien entrenado
Usando el ejemplo de la caja de engranajes industrial, clasifiquemos las causas y los síntomas según la experiencia previa y la ayuda de los asesores técnicos. Después de cada elemento de la siguiente lista, se incluyen una o más formas de activar alertas tempranas mediante una inspección visual.
- Nivel de aceite incorrecto: inspecciones del indicador de nivel (mirilla, visor)
- Aceite sucio: espacio superior expuesto (ventilaciones, respiradero, escotilla, etc.), filtro en derivación, aumento rápido en el diferencial de presión del filtro, problemas de aire atrapado, sedimentos en los visores de sedimento y agua del fondo (BS&W, por sus siglas en inglés), sedimento en prueba de la gota (cromatografía plana)
- Contaminación con agua: aceite turbio, agua libre en los visores BS&W, herrumbre en el medidor de corrosión, respirador desecante saturado, problemas de aire atrapado, resultado positivo de una prueba de crepitación
- Exceso de partículas de desgaste: sedimentos metálicos en los visores BS&W, inspección con apuntador láser, tapón magnético cargado, residuos metálicos en la superficie del filtro, inspección con imán de la muestra de aceite
- Aceite aireado (atrapado y/o con espuma): inspección del visor (aceite turbio o espumoso), aumento repentino del nivel de aceite, inspección de escotillas, aumento de la temperatura del aceite, emulsión con agua
- Cambio de aceite demasiado extendido: inspección del visor (aceite oscuro y fangoso), aceite sucio, exceso de partículas de desgaste, sustancias insolubles blandas en prueba de la gota, problemas de manejo de aire
Después de cada inspección (que apruebe), el inspector debe tener un alto nivel de confianza en que no existen condiciones de C&S activas o anormales relacionadas con el aceite o la máquina. Esto se logra mediante una inspección hábil en busca del EOC. Si diseñó su protocolo de inspección correctamente, sería extremadamente difícil que haya una C&S activa en curso sin una alerta positiva de una inspección de cada uno de los EOC. Estos estados de ocurrencia crítica están diseñados para revelar de manera efectiva los eventos de C&S.
Inspecciones de rutina
Las inspecciones de rutina consisten en inspecciones rápidas y frecuentes que, por lo general, no requieren el uso de herramientas, la toma de muestras o ayudas especiales para la inspección. A continuación, se presentan ejemplos de inspecciones visuales de rutina relacionadas con el aceite lubricante:
Nivel de aceite: inspeccione visualmente la varilla de medición, el visor o la mirilla de nivel.
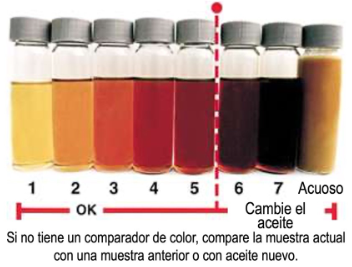
Color y claridad del aceite: implica una inspección en un visor o mirilla de nivel con la ayuda de una luz potente. Generalmente se utiliza una imagen de referencia para comparación visual.
Presencia y estabilidad de espuma: se puede determinar mediante algunos visores o mirillas, inspecciones del espacio superior, o ambos.
Presencia y estabilidad de aire atrapado: generalmente también se evalúa mediante mirillas e inspecciones del espacio superior.
Agua libre: inspeccione las trampas de agua o los visores BS&W para detectar la fase de agua libre.
Agua en emulsión: inspeccione los visores para detectar turbidez.
Sedimentos y flóculos del aceite: inspeccione las mirillas y visores BS&W para detectar sólidos estratificados e insolubles blandos.
Revisión de sensores y medidores: inspecciones a diversos medidores digitales y analógicos, incluidos los de temperatura, presión y caudal. Algunas máquinas tienen sensores que informan sobre las propiedades del aceite, como el conteo de partículas, concentración de partículas de desgaste, contaminación con agua y viscosidad.
Inspección con pistola de calor: proporciona una evaluación rápida y cuantitativa de la temperatura del aceite o en superficies críticas de la máquina.
Inspección de tapones magnéticos: algunos visores y reservorios tienen tapones magnéticos integrados para una inspección rápida y eficaz.
Inspección del espacio superior: el acceso a escotillas con bisagras, con la ayuda de una luz potente, puede permitir la observación de anillos tipo tina de baño en los reservorios, presencia de agua (condensación o vapor), barniz y espuma.
Inspección del medidor de corrosión: similares a los tapones magnéticos, estos medidores se pueden inspeccionar rápidamente para revelar condiciones corrosivas asociadas con promotores de corrosión, inhibidores de herrumbre agotados, etc.
Inspección de fugas: los sellos defectuosos y el movimiento radial del eje pueden causar fugas, pero esto también puede deberse a una disminución repentina en la viscosidad del aceite, un cambio en la química del aceite o la entrada de ciertos contaminantes líquidos.
70%
de los profesionales de la lubricación realizan inspecciones visuales diarias del aceite en su planta, según una encuesta reciente de MachineryLubrication.com
Inspecciones de excepción
Las inspecciones de excepción se llevan a cabo debido a una inspección de rutina cuestionable o como resultado de una condición de funcionamiento anormal. La mayoría de las inspecciones de excepción requieren la extracción de una muestra de aceite y una prueba simple que se puede realizar en la máquina o en una mesa de trabajo. Los siguientes son ejemplos de inspecciones de excepción visuales relacionadas con el aceite lubricante:
Prueba de la gota: esta prueba sencilla puede ser extremadamente útil para detectar una variedad de contaminantes y condiciones anormales del aceite.

Prueba de licuadora: se puede realizar con una licuadora y una probeta graduada. Es útil para detectar determinados contaminantes (agua y aire), degradación de la química del aceite, capacidad de manipulación del aire deteriorada y otras condiciones anormales.
Tubo de ensayo invertido: este es un método antiguo que utiliza la velocidad con que ascienden las burbujas de aire para estimar la viscosidad del aceite. También se pueden utilizar cilindros graduados o botellas de muestreo.
Gota de aceite en la superficie del agua: ciertos aditivos y contaminantes químicos influyen en la tensión interfacial de los lubricantes. Colocar un par de gotas de aceite en la superficie del agua puede mostrar esto rápidamente. Compare los resultados con los del aceite nuevo.
Turbidez del aceite frío: el aceite con trazas de agua se puede evaluar colocando una muestra del aceite en un refrigerador durante una hora. El agua disuelta saturará al aceite a temperaturas frías y se notará visiblemente por su apariencia turbia.
Claridad del aceite caliente: la presencia de insolubles blandos en el aceite (óxidos, materiales orgánicos, aditivos muertos, aditivos insolubles, potencial de barniz, etc.) y algo de agua emulsionada a menudo se disolverán rápidamente en el aceite cuando se caliente. Esto se nota visiblemente cuando el aceite se vuelve notablemente más claro (menos turbio).
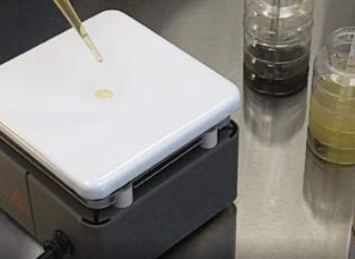
Prueba de crepitación: esta conocida prueba de evaluación de la contaminación con agua se puede realizar con una plancha caliente o una herramienta para soldar.
Prueba con botella e imán: las partículas de desgaste ferromagnéticas se pueden separar y concentrar para una inspección rápida colocando un imán potente (ej. neodimio) contra la superficie exterior de una botella de muestreo de aceite y luego agitándola. Para aceites de alta viscosidad, diluya primero el aceite con queroseno u otro solvente para reducir su viscosidad.
Prueba del apuntador láser: en muchos aceites se pueden observar fácilmente partículas brillantes y reflectantes al pasar un láser a través del aceite. Las partículas dispersarán la luz. A veces es mejor dejar que las partículas se depositen primero en el fondo de la botella y luego pasar la luz del láser desde abajo hacia arriba.
Para obtener más información sobre estos métodos de prueba, consulte el libro Inspecciones diarias de lubricación en un minuto y pruebas de campo en la librería de Noria en https://tienda.noria.mx/
Jim Fitch, Noria Corporation. Traducción por Roberto Trujillo Corona, Noria Latín América