














Los fabricantes de acero tienen su calor, los de cemento su caliza y los fabricantes de productos de madera su polvo, pero si quiere ver una ambiente realmente exigente, no busque más y vea el que rodea la fabricación de semiconductores.
Aunque existen muchos retos para lograr un adecuado nivel de limpieza –un precursor del desempeño mecánico y tribológico de los equipos, confiabilidad de la maquinaria y calidad de los productos – en cualquier sector de la industria, los fabricantes de chips electrónicos deben considerar la limpieza hasta el nivel microscópico. Es un grado de pureza que se encuentra en muy pocos lugares de la tierra.
“Todo aquello que queda expuesto a la oblea electrónica – medio ambiente, gases o líquidos – necesita tener una cierta calidad que es mucho mayor que en cualquier otra industria”, dice Sunil Thekkepat, el gerente de mantenimiento y operaciones de la planta de fabricación de obleas DMOS5 de Texas Instruments en Dallas. “Lo más parecido es el ambiente de la industria farmacéutica, pero ellos no están al nivel de pureza en que nosotros nos encontramos. Nosotros necesitamos condiciones ultra puras”.
Por ejemplo:
- El agua es sometida a una infinidad de etapas para su purificación – osmosis inversa, desgasificación, desmineralización, etc. – para obtener una forma ultra pura desionizada que pueda ser utilizada en los procesos de producción
- El aire del ambiente y de proceso es filtrado para remover prácticamente toda partícula sólida
- La temperatura, la humedad y la presión atmosférica se mantienen y controlan con precisión
“La magnitud es muy elevada. Aún la contaminación a nivel molecular puede causar daños a los chips”, dice Thekkepat.
Es un problema cuando un chip defectuoso es enviado a un cliente y este lo instala en un teléfono celular o en otro aparato electrónico. También es inaceptable cuando es enviado a un cliente e instalado en un producto en el campo de la salud y la seguridad, como en frenos automotrices, bolsas de aire o monitores médicos.
“En nuestro negocio, no es suficiente cumplir con las especificaciones”, dice Brenda Harrison, vicepresidente de TI y gerente de plantas a nivel mundial. “Debemos estar dentro de los limites operacionales todo el tiempo”.
El producto puede estar dentro de especificaciones, pero si se presentan problemas de calidad, desperdicio, parada de equipos o fallas en la cadena de suministro durante el proceso de envío de un artículo terminado, es un precio que los clientes no están dispuestos a pagar.

Fig. 1 La ampliación del campus North Dallas de Texas Instruments incluye seis edificios principales y una enorme cantidad de equipos de soporte y producción.
El costo de la calidad es observado cuidadosamente en esta rama de manufactura, donde se espera que los productos cada día sean mejores y más baratos. Para lograr esto, las instalaciones de TI son auditadas continuamente por clientes como Toyota y sus proveedores. Todas las plantas de manufactura de TI relacionadas con el sector automotriz están certificadas de acuerdo con los exigentes estándares ISO 9000/TS 16949, lo que requiere del desarrollo de un sistema de gestión de calidad enfocado en la mejora continua, haciendo énfasis en la prevención de defectos y en la disminución de las variaciones y del desperdicio.
Productos puros provienen de condiciones de operación puras. Condiciones puras de operación provienen de un desempeño puro de los sistemas mecánicos (donde la lubricación y el análisis de aceite juegan un papel clave). El desempeño puro de los sistemas mecánicos proviene de la pureza de los procesos.
Este es el ambiente en el cual TI y su grupo de plantas trabajan con éxito.

Fig. 2 Vance Black, supervisor de mantenimiento en la planta de fabricación de las obleas DMOS5
Definiendo el Entorno.
El campus de TI en North Dallas consta de seis edificios principales, incluyendo cuatro fábricas, tres de las cuales producen diferentes tecnologías de semiconductores (analógicos, digitales e inalámbricos). Está perfectamente distribuida en una superficie de 100 hectáreas, lo que la hace uno de los lugares más densos del mundo en la fabricación de semiconductores. Las instalaciones donde se fabrican las obleas están identificadas como DFAB (por Dallas Wafer Fab), y DMOS5 y DMOS6 (por Dallas Metal Oxide Semicondutors). Existen entre 6 y 10 profesionales en cada planta, y 22 en la central de servicios auxiliares, que supervisan los equipos críticos., como enfriadores, calderas, compresores, ventiladores de extracción, lavadores de gases, bombas y purificadores de aire que suministran las condiciones de operación ultra puras. En estas edificaciones podemos encontrar más de 6000 equipos.
El grupo de plantas administra todas las centrales de servicios auxiliares incluyendo energía eléctrica, agua, reactivos químicos y gases, además de mantener y controlar las condiciones ambientales precisas para proteger las herramientas y equipos de producción.
La Búsqueda del Cero
Con tantos equipos y condiciones tan exigentes, la confiabilidad y disponibilidad de estos ha sido durante muchos años un área de atención. Esto se agudizó en 1995 cuando el vicepresidente Shaunna Black señaló que la meta para cada unidad de negocios, organización e individuos de TI debería ser el “Cero Desperdicio de Recursos”. Las lesiones y las enfermedades son desperdicio. Los defectos son desperdicios. El uso ineficiente del tiempo y recursos son desperdicio. Desperdicio = impureza. ¿Se imaginan el panorama?
La barra fue elevada en el 2003 cuando “cero interrupciones importantes” se convirtió en el grito de guerra. TI define una interrupción importante cuando un evento tiene un impacto de más de un millón de dólares (el costo puede alcanzar de 10 a 15 millones de dólares). Esto puede deberse a desperdicio de productos, fallas en los equipos y sus costos de reparación o reemplazo, o el efecto en la producción y satisfacción en las plantas de nuestros clientes.
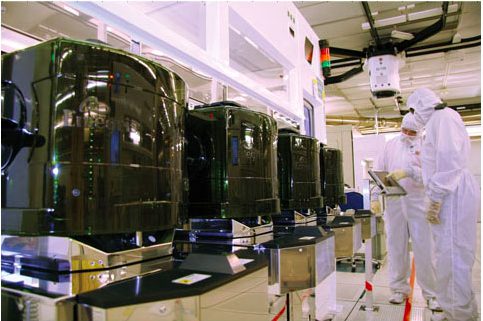
Fig. 3 Las fábricas en el campus North Dallas fabrican semiconductores de tecnología analógica, digital e inalámbrica
Para lograr las metas de cero desperdicios de recursos y cero interrupciones importantes, el grupo de plantas conformado par las fábricas y las centrales de servicios auxiliares establecieron las pautas para mitigar los riesgos e identificar los impactos potenciales dentro de sus sistemas, procesos y procedimientos. Básicamente, todo fue reevaluado.
“La confiabilidad requiere de de dos disciplinas”, dice Harrison. “Una de ellas es la disciplina hacia la mejora continua y el continuo incremento en esos avances. La segunda disciplina del proceso consiste en decir: ‘Vamos a analizar esto desde una perspectiva completamente limpia. Si tuviésemos que comenzar desde cero, ¿cómo lo haríamos de una manera diferente?’ Cuando se combinan estos dos enfoques, la magia aparece”.
De acuerdo con Paul Westbook, gerente de desarrollo sustentable y miembro del grupo internacional de plantas de la compañía, “Esto le obliga a revisar sus prácticas y preguntarse, ‘¿Por qué lo hacemos de esta manera? ¿Existe una mejor forma de hacerlo?’”

Fig. 4 Las instalaciones de TI se basan cada vez más en decisiones de mantenimiento preventivo (incluyendo los cambios de aceite) sobre las condiciones reales en vez de basados en tiempo
Esto fue excepcionalmente importante para el grupo de plantas ya que:
- La planta de Dallas admitió tener una muy mala historia de excesivo mantenimiento (particularmente en el área de lubricación) sobre los sistemas, equipos y componentes
- Los edificios tenían demasiados activos para ser cubiertos con un plan tradicional de mantenimiento, y mucho menos para dar mantenimiento en exceso
- Se había invertido demasiado tiempo en equipos no críticos, lo cual incrementó la vulnerabilidad de los activos más esenciales
- Los recursos humanos eran limitados y, como resultados de las jubilaciones y cambios de personal, se habían reducido aún más.
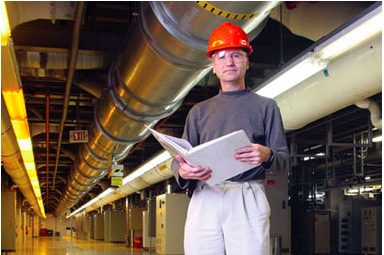
Fig. 5 Paul Westbook es gerente de desarrollo sustentable de TI y miembro del grupo de plantas internacionales de la compañía.
“Ese fue el inicio de un análisis crítico para nosotros”, dice Matt French, líder de tecnologías de mantenimiento de las centrales de servicios auxiliares. “El análisis de vibraciones fue la primera tecnología que utilizamos. Tratamos de hacer análisis de vibraciones a todos los equipos. Algunos no eran muy críticos, entonces ¿por qué desperdiciar tiempo y esfuerzo haciendo análisis de vibraciones en esos equipos? Además, los datos de vibración sólo son útiles si se les analiza. No alcanza el tiempo para analizar los datos de todos los equipos”.
Fig. 6. “Todo aquello a lo que la oblea queda expuesta – medio ambiente, gases o líquidos – necesita tener cierta calidad que es mucho mayor que en cualquier otra industria”, dice Sunil Thekkepat, gerente de operaciones y mantenimiento
Los gerentes, mecánicos y técnicos comenzaron a repensar las cosas.
Los cambios de aceite de compresores, enfriadores, etc., eran realizados en función del tiempo. ¿Por qué? (ver barra lateral en el recuadro)
Los trabajadores realizaban sus rutas con la simple instrucción de aplicar “tres bombazos de grasa” a un componente específico. ¿Por qué?
Las tareas de mantenimiento preventivo continuamente eran desarrolladas en equipos que no habían mostrado síntomas de degradación o falla, o que tenían poca posibilidad de afectar al producto o a los clientes. ¿Por qué?
“El exceso de mantenimiento ha sido una de las mayores áreas de oportunidad”, dice French. “Hacer lo que usted piensa que es el mantenimiento correcto, frecuentemente crea la necesidad de más mantenimiento. Un ejemplo es cambiar el aceite cuando no es necesario. Puede añadir impurezas al equipo junto con el aceite nuevo sin que se dé cuenta de que lo hace. Se origina un gran problema por cambiar un aceite que estaba en buenas condiciones. Este es un desperdicio de tiempo y dinero”.
Eric Whitmore, miembro de la organización de plantas a nivel mundial y gerente de la planta de DMOS5, lo resume en usar el dinero con sentido común.
“No queremos hacer todas las cosas a prueba de balas. Si lo hacemos, nos quedamos fuera del negocio; el costo es muy alto”, dice. “Tenemos que balancear la probabilidad, la criticidad y el impacto. ¿Vale la pena anticiparnos y hacer esa inversión de capital en dólares para reducir o eliminar ese riesgo? ¿O es mejor no hacerlo?
Nuevas Definiciones
Las respuestas a estas y otras preguntas se obtuvieron a través de un proceso de análisis de prioridad y criticidad de los equipos. Las instalaciones ya habían trabajado con los conceptos de análisis de modo y efecto de falla (AMEF o FMEA), pero superficialmente, sin resultados duraderos hasta que las Centrales de Servicios Auxiliares se embarcaron en una iniciativa formal en el 2003. El éxito de esta iniciativa llevó a que las plantas de fábrica tomasen acciones similares.
A diferencia de los esfuerzos efectuados en el pasado, los cuales estaban enfocados en la criticidad y el impacto individual de cada equipo (una bomba, un motor, etc.), la nueva estrategia está dirigida a examinar y determinar, primero que todo, el impacto y la criticidad de los sistemas individuales (el sistema de agua de enfriamiento, el sistema de purificación de aire, el sistema para producir agua ultra pura, el sistema HVAC, etc.). Un motor puede considerarse crítico, dentro de un sistema no crítico. ¿Por qué prestarle la misma atención como si se tratase del motor de un sistema crítico?
Este proceso consumió mucho más tiempo en las plantas de fabricación debido a que tienen 10 veces más sistemas que las Centrales de Servicios Auxiliares (cuyos sistemas son menores en número, pero mayores en tamaño y alcance). Se definieron cuatro categorías de criticidad:
Criticidad alta: Sistemas cuyas fallas pueden causar la muerte, lesiones o enfermedades severas, daño ambiental a largo plazo (más de un año), o que requieren inversiones superiores a $250,000 dólares para corregir o resolver los daños provocados. Sistemas cuyas fallas tienen un impacto de más de $250,000 dólares sobre la producción.
Criticidad Media: Sistemas cuyas fallas pueden causar lesiones o enfermedades menores, daño ambiental a mediano plazo (menos de un año), o requieren entre inversiones entre $1,000 y $250,000 dólares para corregir o resolver los daños provocados. Sistemas cuyas fallas pueden tener un impacto superior a $250,000 dólares si no son reparadas a tiempo o que tendrán un impacto inmediato de menos de $250,000 dólares sobre la producción. La falla del sistema provoca la pérdida de la redundancia.
Criticidad Baja: Sistemas cuyas fallas no causan lesiones o enfermedades pero podrían causar daños ambientales que pueden ser reparados rápidamente, requiriendo menos de $1,000 dólares para corregir los daños provocados. El impacto sobre la producción ocasionado por estas fallas es inferior a $250,000 dólares. La falla del sistema reduce la redundancia del sistema.
No críticos: Sistemas cuyas fallas no ocasionan lesiones, enfermedades o daños ambientales. Las fallas de estos sistemas no causan impacto sobre la producción. El siguiente paso fue definir la criticidad de los diferentes equipos que comprenden un sistema.
Crítico (1): Su falla podrían causar problemas de seguridad, daños ambientales a largo plazo, o requieren más de $35,000 dólares para corregir o reparar los daños. Su falla tiene un impacto importante en la confiabilidad del sistema, tiene un impacto inmediato.
Esencial (2): Su falla podría causar lesiones o enfermedades menores o daños ambientales de corto plazo. Su falla tiene algún impacto sobre la confiabilidad del sistema. Su falla impactará al sistema si no se repara. Su falla provoca que se pierda la redundancia del sistema.
Importante (3): Su falla podría no causar lesiones o enfermedades, pero sí causar daños menores al medio ambiente que pueden repararse rápidamente, requiriendo menos de $1,000 dólares para corregir el daño. Su falla puede afectar al sistema si no se repara. Su falla disminuye la redundancia del sistema. Su falla puede causar una pérdida de la visibilidad remota del sistema hacia operaciones, pero el control del sistema se mantiene intacto. Su falla causa variaciones de los parámetros del sistema.
Baja criticidad (4): Su falla no causa lesiones, enfermedades o daños al medio ambiente. No tiene impacto sobre la confiabilidad del sistema. No impacta a la producción.
“Ya que tenemos una cantidad fija de recursos, este trabajo nos enfoca en las cosas que tienen el mayor impacto sobre nuestros clientes y nuestras instalaciones”, dice Thekkepat.
El trabajo tiene beneficios adicionales. Como TI se convirtió en un proveedor del sector automotriz desde el año 2003, era de esperarse (como se mencionó antes) que cumpliría con los requerimientos de la norma ISO/TS 16949.En las auditorías que se presentaron, se incluyeron insistentemente preguntas relacionadas con la categorización de los sistemas con base en su criticidad.
“Ya habíamos hecho todo eso”, dice Thekkepat. “Todo estaba categorizado y resuelto”.
Creación de la Estrategia
Con las definiciones de criticidad establecidas, los equipos multifuncionales en las plantas y en las Unidades de Servicios Auxiliares seleccionaron una lista maestra de máquinas. Para la evaluación, se seleccionaron bombas de más de 50 HP, bombas de menos de 50 HP, compresores, enfriadores, ventiladores de extractores, ventiladores de intercambiadores de calor y del sistema HVAC, purificadores de aire, calderas y motores. Con esto se cubrieron todos los sistemas con criticidad por arriba de “media”, y equipos con una criticidad por arriba de “importante (3)”. El equipo multifuncional evaluó la clasificación de criticidad conjuntamente con el valor de reemplazo (en dólares) para desarrollar un plan de cuidado de activos para cada sistema basado en activos (los niveles de cuidado de activos se definen en el recuadro)
Niveles en el Cuidado de Activos
- Monitoreo continuo de condición por recolección en tiempo real de los datos del sistema y parámetros del equipo, incluyen temperatura, presiones, vibración, corriente del motor, etc.
- Mantenimiento predictivo, incluyendo recolección periódica de las condiciones de la máquina para determinar la salud del equipo (análisis de vibraciones, análisis de aceite, ultrasonido, termografía, pruebas de circuitos de motores –en línea y fuera de línea).
- Mantenimiento preventivo a través de lubricación periódica, revisión de alineación, revisión de acoplamientos, cambio de aceite, etc.
- Áreas de inspección por medio de registros y rondas del operador
Se acabaron los días del cuidado de activos basado en calendario o en conjeturas. En su lugar…
- Sistemas con elevada criticidad y equipos clasificados como críticos (1) requieren un monitoreo continuo de su condición, conjuntamente con rigurosos programas de mantenimiento predictivo (PdM) y preventivo (MP). Un requisito adicional fue la integración de los operadores para realizar inspecciones a la maquinaria.
- A los sistemas clasificados con nivel dos se les prescribió monitoreo de condición, tareas de PdM y PM, e inspecciones por el operador.
- Sistemas clasificados con nivel tres requieren tareas PM e inspecciones por el operador.
- Sistemas clasificados con nivel cuatro se permite que operen hasta la falla.
Hay muy poco margen de maniobra para el análisis. Una fábrica puede requerir de un mantenimiento más estrecho sobre equipos de bajo costo que son muy críticos en el proceso por impactar sobre el producto, mientras que las Unidades de Servicios Auxiliares pueden tener que incrementar el mantenimiento sobre equipos de mayor costo, que no están clasificados como críticos, debido a su inmenso valor de reposición.
Estos resultados no son estáticos. Los equipos de trabajo están constantemente re-evaluando los análisis de criticidad como resultado del cambio de equipos, introducción de nuevos productos y las fluctuaciones normales del mercado.
“El diseño y la fabricación de semiconductores es una industria muy dinámica”, dice French. “A medida que cambian las preferencias de los consumidores por equipos electrónicos, la industria debe continuar con sus innovaciones. Esto significa que se debe tener una visión a largo plazo para mantener sus activos y expandirse en caso necesario. Tiene que mantenerse informado para hacer las inversiones y elecciones correctas”.
Innovaciones al Descubierto
Además de la priorización de los activos y el análisis de criticidad, el grupo de plantas utilizó métodos adicionales para obtener la pureza en M&R.
En el 2007, representantes de todas las instalaciones del campus Dallas se reunieron con el fin de comparar las tácticas de mantenimiento (incluyendo las relacionadas con lubricación de maquinaria y análisis de aceite), compartiendo las mejores prácticas y estandarizando los mejores métodos para el cuidado de los activos.
“Se ha hecho mucho trabajo en algunas instalaciones, se han realizado muchas mejoras, y hay cosas que no han sido diseminadas completamente”, dice Thekkepat. “Necesitábamos comparar y compartir”.
Todo es cuestión de conectarnos.
“Tenemos gente experimentada dentro de cada grupo”, dice. “Han estado aquí de 25 a 30 años o más. Se ha generado una gran cantidad de conocimiento en cada una de nuestras instalaciones. Aprovechar esos conocimientos fue una de las razones para reunirnos. Antes, no existía conexión. Para resolver estos problemas, necesitamos esa clase de interacción entre la gente que es experta en vibraciones, lubricación, análisis de aceite, o en compresores – cualquiera que sea el caso.
French describe los beneficios mediante esta comparación. “Para el mantenimiento de líneas de aire, un grupo estaba cambiando filtros con más frecuencia que otro, y uno había eliminado el sistema de prefiltrado completo, reconociendo que no existía ninguna diferencia en la calidad del aire suministrado a las plantas”, dice French. “Un ahorro obvio es no hacer mantenimiento si no tiene que hacerlo. Decidimos eliminar el sistema de prefiltrado de aire. No tenemos que cambiarlo. No hay mantenimiento. Y, no hubo ningún cambio en los resultados finales. Uno de los grupos sabía realmente la respuesta; había realizado estudios y conocía la mejor forma de manejar esta situación”.
“Nuestras plantas en Japón han realizado avanzado considerablemente en esto”, dice French. “Tienen muy elevados registros de confiabilidad. ¿Qué están haciendo que es tan bueno? Aprendamos de ellos. Tenemos plantas en Alemania que tienen sistemas muy intrincados. Veamos qué están haciendo. ¿Cómo podemos llegar a su nivel?” Implementar las mejores prácticas puede ser un reto, especialmente cuando esto implica la eliminación o cambio de prácticas establecidas mucho tiempo atrás.
“En algunos casos, hemos tenido cierto rechazo porque va en contra de algo que hemos venido haciendo durante años. En otra palabras, esto ha validado el llamado al cambio que la gente nos ha hecho”, dice French. “Hemos decidido que el monitoreo de condición ha eliminado la necesidad de realizar cambios de aceite frecuentes en compresores. Un cambio de aceite en un compresor no es muy costoso. El impacto potencial es una reparación mayor de $150,000 dólares. Sin embargo, son $150 dólares que no necesitamos gastar en el cambio de aceite. Cuando encuentra resistencia al cambio, debe exponer las razones que apoyan la decisión y convencerlos de que es la mejor manera de hacerlo”.
“El campus de TI en Dallas ha ampliado su visón en cuanto al concepto 5-S de Toyota para reducir el desperdicio y eliminar las impurezas encontradas en los procesos de las plantas”. Un programa tradicional de 5-S se enfoca en la limpieza física de las áreas para crear “una planta que habla”. Se elimina el desorden, se restaura el orden y se coloca la señalización para transmitir información importante. TI hace todo esto, y continúa haciéndolo. En el año 2008, se dio paso a un nuevo concepto de 5-S extendido o X5-S, que trabaja para eliminar el desperdicio y el desorden en los procesos. Esta es otra forma en la que TI separa las acciones que añaden valor de las que no lo hacen, para enfocar su tiempo y esfuerzos hacia aquellas que generan beneficios tangibles.
Como ejemplo, a sugerencia de personal de mantenimiento, la planta de DMOS5 integró un equipo de técnicos, operadores e ingenieros para revisar los programas de mantenimiento de los equipos críticos, las rutinas de las rondas de los operadores y la documentación.
Utilizando los conceptos de X5-S, se redefinieron las prácticas de mantenimiento para prevenir las fallas, se optimizaron las rutinas de los operadores para monitorear las áreas críticas de los equipos y se redujeron a 25 los 132 procedimientos de bloqueo y etiquetado de seguridad. El grupo llamó a más personas para examinar todos los aspectos y obtener retroalimentación por los cambios. Llamaron a esta actividad “Grupos Pequeños e Ideas Libres”.
Proyectos como este abren a la innovación y cambian el concepto de lo que es posible.
“Si cada día, cada empleado de TI hace algo para que su trabajo sea mejor, y lo hacemos colectivamente con 26,000 empleados alrededor del mundo, ¿Quién puede competir contra eso?, dice Brenda Harrison
Las Posibilidades son Infinitas
Lo que antes era imposible ahora es visto como posible. Cero interrupciones importantes, ese indicador clave que sirvió como impulso para muchas evaluaciones, fue la meta establecida para el 2008. Desde una perspectiva mecánica, el campus de Dallas finalizó el año con cero. La diferencia en costos, al comparar 2007 contra 2008, fue de más de $12 millones de dólares.
“Establecimos mestas estratégicas que muchos consideraron imposibles”, dice Harrison. “Pero nuestra gente talentosa en verdad nunca pensó que una meta fuera imposible para ellos. Tenemos gente que realmente ama las metas imposibles y adora enfrentar nuevos retos a resolver. Eso es fundamentalmente ingeniería”.
Las metas y expectativas se han cumplido.
“Para tener sistemas confiables, hemos invertido dinero y hecho las cosas correctas”, dice French. “Ahora, el costo de la confiabilidad está reconocido. Si no tenemos interrupciones importantes, el costo de la confiabilidad fue bueno. Si tenemos múltiples interrupciones, el costo de la confiabilidad –sin importar lo que gastemos –fue equivocado. A mi grupo se le dijo, ‘Si no tenemos interrupciones este año, entonces sus costos están OK’. Y nuestros costos están OK”.
Esto no significa que el trabajo esté hecho. “En el pasado la gerencia superior tenía puestos sus ojos sobre nosotros, pero de una manera diferente”, dice Thekkepat. “Ahora es con una implicación positiva en lugar de negativa. No han dejado de presionarnos. Créanme”.
¿Procesos limpios? Borrón y cuenta nueva. La industria de los semiconductores es exigente y demandante, pero es en este ambiente en donde TI y su grupo de plantas trabaja y tiene éxito. “Estamos siendo seguidos de cerca y copiados, por lo que necesitamos mantenernos innovando”, dice Harrison. “En este negocio, nadie puede quedarse quieto”. “Cuando la competencia sale para seguir sus pasos, eso es liderazgo, eso es excelencia, y eso es confiabilidad en su más pura expresión”.
Noria Corporation. Traducido por Roberto Trujillo Corona, Noria Latín América.