














Cuando a la gente se le pide que describa un lubricante, generalmente se refiere a su marca y nombre de producto. Con mayor precisión, un lubricante, ya sea aceite o grasa, es un manojo de propiedades de desempeño, tales como vida útil hasta su oxidación, resistencia a la degradación térmica e hidrolítica, características anti-desgaste, anti-rayado y de separación del aire y agua. Las características de desempeño varían dependiendo de la aplicación (Figura 1). Cuando las propiedades de desempeño se ven comprometidas, la habilidad del lubricante para minimizar la fricción, el desgaste y la corrosión, controlar el calor y la contaminación, y transmitir fuerza y movimiento en sistemas hidráulicos, se deteriora. Para asegurar la confiabilidad de la maquinaria, el lubricante con problemas requiere acciones de mantenimiento que sean apropiadamente diseñadas y ejecutadas. Este artículo discute cómo se degrada el aceite, formas proactivas para extender la vida del lubricante y métodos apropiados de disposición una vez que se ha cambiado.
Cambio del Aceite
Contrario a la creencia popular, el aceite no dura para siempre. El lubricante en una máquina tiene que ser cambiado o al menos dársele mantenimiento; de otra forma no continuará teniendo las propiedades de desempeño requeridas para sobrellevar las demandas de la máquina, de la aplicación y del medio de operación. En algunas instancias el aceite lubricante tiene que ser cambiado porque su aceite base se ha degradado y ya no es adecuado para continuar en servicio. La degradación oxidativa, térmica e hidrolítica cambiará las propiedades químicas y físicas del aceite base, lo cual altera las propiedades de desempeño. En otros casos el paquete de aditivos del lubricante se agota. Desafortunadamente, el lubricante también puede ser contaminado con material externo que no puede ser fácilmente removido.
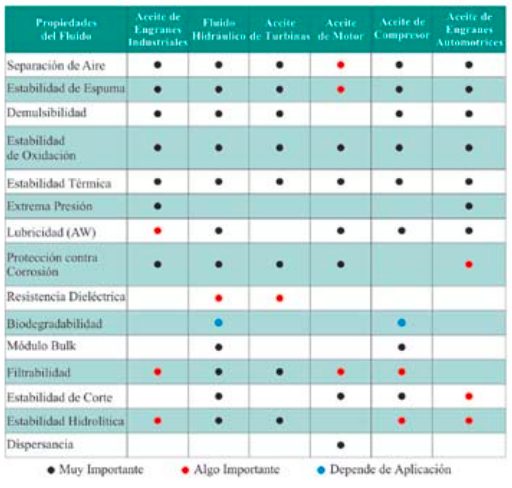
Tabla 1. Requerimientos de Desempeño
Degradación del Aceite Base
Oxidación. Una de las formas de degradación más comunes del aceite base es la oxidación. Esta ocurre cuando el oxígeno reacciona con el aceite base del lubricante, el cual típicamente es un hidrocarburo. Cuando el aceite se oxida algunas moléculas del hidrocarburo se transforman en ácido y lodo, lo cual afecta las propiedades de desempeño del aceite. Algunas moléculas están mejor equipadas para resistir la oxidación que otras. Por lo tanto, algunos aceites base tienen mejor estabilidad a la oxidación que otros. El oxígeno es un componente necesario para el proceso de oxidación; consecuentemente el nivel de aeración que tenga el lubricante afecta la tasa de oxidación. La presencia de agua y metales reactivos, como hierro o cobre, también influye en la tasa de oxidación. Los aditivos inhibidores de oxidación se sacrifican para proteger el aceite base de esta forma de degradación.
Degradación Térmica. Al contrario de la oxidación, la degradación térmica no requiere de oxígeno para ocurrir. La falla térmica ocurre cuando el aceite entra en contacto con superficies calientes dentro de la máquina, tales como las áreas de combustión o escape, o cuando entra en contacto con burbujas comprimidas, en el caso de sistemas hidráulicos. La falla térmica deriva en la pérdida de hidrógeno, dejando partículas ricas en carbón en forma de lodos y depósitos. La degradación térmica no produce ácidos, sin embargo genera depósitos que afectan las propiedades de desempeño del aceite. En algunos casos la cadena de hidrocarburo se rompe en segmentos más pequeños, reduciendo el peso molecular promedio de las moléculas y la viscosidad.
Hidrólisis. Hidrólisis es la reacción directa de la mezcla de aceite base con agua, la cual modifica en forma permanente la estructura molecular del aceite. Los aceites lubricantes base éster, incluyendo el éster ácido dibásico, el poliéster y fosfato-éster, son los más susceptibles a la hidrólisis. La esterificación de alcohol y ácido, proceso por el cual se crean aceites básicos éster, produce éster y agua como subproductos. Cuando el éster se expone al agua, reacciona rápidamente con esta volviendo a los componentes originales alcohol y ácido. La hidrólisis afecta las propiedades de desempeño de los aceites base que utilizan ésteres. Muchos lubricantes y fluidos hidráulicos emplean ésteres como su aceite base primario o como co-base para mejorar la solubilidad y desempeño de sello de aceites sintéticos y minerales altamente refinados.
Agotamiento de Aditivos
Los aditivos están formulados dentro del lubricante para reforzar sus propiedades de desempeño, tales como separación del agua o aire, y suprimir propiedades indeseables, como la tendencia a formar cera a bajas temperaturas de operación. Además, los aditivos se incluyen para impartir nuevas propiedades tales como reducir el desgaste bajo condiciones de lubricación límite. Con el tiempo, bajo condiciones de operación, los aditivos se agotan y el lubricante requiere servicio para restaurar las propiedades de desempeño. Esto se puede realizar como un cambio de aceite, renovación de aditivos con un drenaje y llenado parcial, o con el reacondicionamiento del lubricante, donde el lubricante retorna aparentemente a condiciones similares a las del producto nuevo. La tasa a la cual se agotan los aditivos depende de su tipo, así como de las condiciones del medio en el que se encuentran, particularmente temperatura y presencia de agua. Algunos aditivos se condensan y separan del aceite base a baja temperatura, por consiguiente, la tasa de agotamiento del aditivo se incrementa al incrementar la temperatura. Muchos aditivos son susceptibles a la hidrólisis y la presencia de agua usualmente daña el sistema de aditivos. Los múltiples mecanismos de agotamiento de aditivos influencian estos en diversos niveles.
Administración Proactiva de la Vida del Lubricante
Selección de un Aceite Base Premium
Una estrategia para extender la vida del lubricante es seleccionar productos de primer nivel formulados con aceites base de primer nivel, sistemas de aditivos igualmente de primer nivel o una combinación de ambos. El Instituto Americano del Petróleo (API por sus siglas en inglés) ha generado una clasificación estándar para los aceites base con el objetivo de categorizar su calidad. Esta clasificación se divide en Grupos e incluye aceites Grupo I, II, III, IV y V. Los Grupos I, II y III son aceites base minerales, con diferentes niveles de refinación. Para cada uno de estos tres grupos la clasificación API indica el índice de viscosidad (IV) y los porcentajes de hidrocarburo saturado y azufre requeridos. Los aceites del Grupo IV son específicamente aceites base sintetizados de hidrocarburos, tales como la polialfaolefina (PAO), la base sintética más común. El Grupo V incluye todos los aceites base no contemplados en los anteriores Grupos, como es el caso de éster ácido dibásico, poliol éster, poliglicol, éster fosfatado y numerosos aceites base que poseen propiedades especiales. Debido a la amplia gama de aceites en el Grupo V, no se han definido requerimientos específicos para este grupo.
Índice de Viscosidad (IV)
El índice de viscosidad es un indicador del cambio relativo de la viscosidad del aceite a un cambio dado en la temperatura. Un índice de viscosidad alto generalmente se considera una característica favorable porque los lubricantes que lo poseen pueden operar en un amplio rango de temperaturas. Comparado con un aceite base de la misma viscosidad pero con bajo índice de viscosidad, un aceite base con alto índice de viscosidad tiene una menor viscosidad en arranque en frío. Por lo tanto, sus características de fluidez son superiores a baja temperatura y mantiene una mayor viscosidad a la temperatura de operación, proveyendo de esta manera una película lubricante más gruesa para proteger el equipo. El Grupo I tiene el requerimiento de índice de viscosidad más bajo establecido por la API y el Grupo IV el requerimiento más alto. Los Grupos II y III se ubican entre estos dos. Los aceite base del Grupo IV (PAO) poseen generalmente un índice de viscosidad más alto que cualquiera de los Grupos I, II o III. El índice de viscosidad de los aceites base del Grupo V varía dependiendo del tipo.
Hidrocarburos No Saturados
El porcentaje de hidrocarburos no saturados en el aceite indica la habilidad del aceite base para resistir la oxidación y la falla térmica. Un aceite base que ha sido altamente refinado para reducir o eliminar moléculas no saturadas resistirá más efectivamente la oxidación y la falla térmica que aquellos aceites base con un mayor porcentaje de moléculas no saturadas. Los aceites base del Grupo I poseen un porcentaje más alto de moléculas no saturadas que los Grupos II o III, lo que generalmente significa que la vida útil, por oxidación o falla térmica, es mayor en los aceites base del Grupo III que los del Grupo II y la de estos que la de los del Grupo I. Sin embargo, una mejor resistencia a la oxidación y a la falla térmica generada por la refinación del aceite base para reducir o eliminar hidrocarburos no saturados puede tener efectos colaterales negativos. Aceites base con un bajo porcentaje de moléculas no saturadas tienen problemas para disolver aditivos y tienden a causar encogimiento de los elastómeros. Para contrarrestar esto, muchos aceites base de los Grupos II, III y IV son formulados con aceite co-base, tal como diéster y poliol éster para mejorar la solubilidad de los aditivos y controlar la tendencia a encoger sellos.
Azufre
El azufre se presenta naturalmente en la mayoría de aceites base minerales. El API ha designado un máximo nivel de azufre para los aceites base de los Grupos I, II y III, teniendo el Grupo I mayor permisividad de azufre que los Grupos II y III. El Grupo IV (PAO), que es un hidrocarburo sintetizado, es libre de azufre. Sorprendentemente, el azufre mejora la lubricidad del aceite base (la habilidad del aceite para lubricar bajo condiciones de película límite), y la resistencia natural a la oxidación. De hecho, el azufre forma parte de muchos paquetes de aditivos, incluyendo antioxidantes, agentes antidesgaste (AD), anti-rayado y extrema presión (EP). Entonces, ¿por qué se asocia un bajo nivel de azufre con un mayor grado de aceite base? Los formuladores modernos de lubricantes prefieren controlar el contexto químico donde reside el azufre en el lubricante terminado; por lo cual prefieren iniciar con un aceite base con baja concentración de azufre natural y de esta forma agregarlo nuevamente después en la concentración y forma química que se estima más apropiada para la aplicación.
Aceite Base Sintético
Los usuarios finales suelen presumir que al especificar un lubricante Premium se traduce en la selección de un lubricante formulado con un aceite base sintético. En algunas instancias el aceite base sintético es apropiado, pero no siempre. El aceite base sintético, dependiendo de su tipo, brinda algunas posibles ventajas (Tabla 1). Sin embargo, no todos los aceites base sintéticos ofrecen estas propiedades, e incluso estas pueden no requerirse. Por ejemplo, un aceite base de alto índice de viscosidad no se requiere en una máquina que opera 24 horas al día, 7 días a la semana, a una temperatura constante. Así mismo, se tienen que considerar aspectos negativos asociados con el uso de aceites base sintéticos. Si no puede tomar la decisión usted mismo, entonces pida asesoría a un experto.
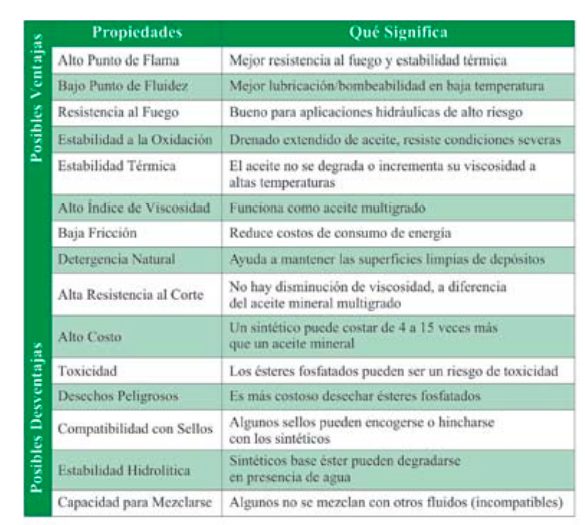
Tabla 2. Ventajas y desventajas de seleccionar aceites básicos sintéticos. Algunos puntos pueden no aplicar a todos los básicos sintéticos; por lo que se recomienda buscar consejo profesional al especificar lubricantes sintéticos.
Selección de Aditivos
Al seleccionar un lubricante Premium la decisión del aceite base no es la única que deba realizar el usuario final. Un pequeño número de proveedores suministra aditivos a los formuladores y comercializadores de lubricantes, quienes incorporan la tecnología de los aditivos a sus productos para lograr las características de desempeño deseadas para la aplicación objetivo. Como se puede concluir, no todos los aditivos se crean igual. Algunas tecnologías de aditivos son mejores o más modernas que otras, y pueden ser más costosas. Además, los aditivos pueden ser suministrados como un sistema completo que necesita ser mezclado con el aceite base para obtener productos terminados estándar para ser utilizados en aplicaciones específicas. Sin embargo, muchos proveedores de lubricantes compran aditivos individuales y formulan lubricantes especiales que poseen características de desempeño específicas. Estos productos formulados específicamente para un cliente son más caros que los productos estándar, lo cual refleja el uso de aditivos individuales costosos y la ingeniería requerida en su formulación. Generalmente se mezclan en pequeños lotes debido a su baja demanda y requieren servicios de ingeniería especiales para su venta y aplicación, sumando aún mayor valor al costo. Contrariamente a la creencia popular, los lubricantes especialmente formulados no emplean siempre aceite básico sintético o aceites minerales altamente refinados. La selección del aceite base contribuye a las características de desempeño del lubricante terminado; sin embargo, las características de desempeño del lubricante dependen de la selección del aceite base y los aditivos, y la ingeniería aplicada a la formulación. Un formulador puede preferir emplear aceite base Grupo I o II para elaborar un producto especial o de alto desempeño. Es importante entender las propiedades de desempeño que requiere la aplicación y hacer coincidir las características de desempeño del lubricante terminado consecuentemente.
Control de Condición del Lubricante
Sin considerar el lubricante seleccionado, el usuario final tiene una gran influencia sobre la vida real del lubricante a través del manejo de la contaminación del sistema y el refresco que proporcione al sistema de aditivos. El control de la contaminación es el método más fácil y ampliamente aplicado para extender la vida del lubricante. La contaminación incluye todas formas de materia y energía foráneas y no deseadas, incluyendo partículas, humedad, calor, aire, químicos y radiación.
Calor
El calor es el peor enemigo del lubricante. La oxidación de un lubricante y su correspondiente vida útil en relación con la temperatura generalmente sigue la Ley Arrhenius: la tasa de una reacción química se incrementa exponencialmente con la temperatura absoluta. Una regla general es que la vida del aceite, debido a la oxidación, se acorta a la mitad por cada 10º C de incremento en la temperatura. Por ejemplo, si la vida del aceite, desde el punto de vista de su oxidación, es de 1,000 horas a una temperatura del volumen de aceite de 100º C, se puede proyectar una vida útil de 500 horas a 110º C, 250 horas a 120º C y así sucesivamente. Controlar la temperatura es crítico para administrar la vida del aceite. Si no se puede mantener una baja temperatura entonces se requiere el uso de un lubricante Premium. La temperatura de un gran volumen de aceite (por ejemplo, la temperatura en tanque o cárter) influencia la tasa de oxidación. Sin embargo, el contacto transitorio con superficies calientes puede resultar en degradación térmica, como se discutió previamente.
Aire
El aire es otro factor que influencia tanto la tasa de oxidación como la degradación térmica. Es la fuente primaria del oxígeno requerido en el proceso de oxidación y todos los lubricantes contienen algo de aire disuelto y/o atrapado. El incremento en la cantidad de aire disuelto y atrapado aumenta la tasa de oxidación. La relación es aproximadamente uno a uno, así pues, el doblar la concentración de aire inmediatamente duplica la tasa de oxidación. Burbujas comprimidas calientes también son causa principal de falla térmica, especialmente en sistemas hidráulicos de alta presión. Controlar la contaminación con aire debe ser parte importante de cualquier plan para extender la vida del lubricante. La tensión interfacial entre el aceite y las burbujas de aire, que se ve influenciada por el aceite base y el sistema de aditivos, determina la forma como el aire puede ser atrapado en el lubricante. Cuando la tensión interfacial es alta, las burbujas de aire se disipan y separan fácilmente. Por el contrario, cuando la tensión interfacial es baja el aire queda atrapado. El nivel de contaminación con aire también está influenciado por el diseño del tanque y el volumen, el mecanismo de entrega del lubricante y otros numerosos factores.
Humedad
La humedad es el enemigo de la mayoría de componentes del lubricante. Ocasiona la de-esterificación de los componentes de aceites base de éster, reduce aditivos a ácidos y/o lodo y promueve la oxidación del aceite base, especialmente en presencia de metales catalíticos como hierro o cobre. El agua ingresa a la máquina por los puntos en que esta tiene interacción con el medio, incluyendo aceites nuevos contaminados, respiradores y puntos de ventilación, sellos en ejes, etc. El mayor riesgo lo representan los ambientes húmedos donde la máquina opera intermitentemente y donde las máquinas están sujetas a rociado con agua. La mejor forma de controlar la contaminación con agua es utilizando sellos de primera calidad, desecantes u otros aspiradores que excluyen el agua. Los métodos de deshidratación también pueden ser empleados para remover el exceso de agua.
Partículas
La influencia que tienen las partículas en la degradación del lubricante depende del tipo de las mismas. Las partículas suspendidas pueden incrementar el nivel de aire atrapado, lo cual indirectamente aumenta la tasa de oxidación. Sin embargo, algunas partículas pueden catalizar la oxidación. La influencia catalítica depende de la metalurgia y la presencia de agua.
El silicio, el cual es el elemento fundamental encontrado en la corteza terrestre, no es altamente catalítico para la oxidación de lubricante. Por otro lado, hierro y cobre, que son los principales elementos encontrados en la metalurgia de las máquinas, son altamente catalíticos para la oxidación del lubricante. El grado en que el hierro y le cobre afectan la tasa de oxidación depende de la presencia de agua. El agua reacciona con el metal, formando peróxidos y radicales libres, lo que causa oxidación.
Afortunadamente, el ingreso de partículas contaminantes es controlado de la misma forma que lo es la contaminación con agua, porque las partículas también ingresan por los puntos en que la máquina interactúa con el medio. Al igual que el agua, las partículas deben mantenerse fuera de la máquina. Desafortunadamente, debido a que la máquina genera sus propias partículas, se requiere removerlas para mantener el balance de material. Hay disponibles numerosos dispositivos para remoción de partículas para uso industrial, la mayoría de ellos consistentes en filtros. La calidad del filtro y la decisión de incorporar otras tecnologías para remoción de partículas son específicas de cada aplicación.
Noria Corporation. Traducido por Roberto Trujillo Corona, Noria Latín América.