















|
|
Mida la holgura del engranaje y el juego libre del eje
Mida el juego del engranaje montando un indicador de cuadrante, de modo que sea similar al perfil de un diente de piñón, bloquee el engranaje para evitar su rotación y balancee el piñón a través del juego.
Para medir el juego libre del eje, monte un indicador de cuadrante en el extremo de un eje y mueva el eje en la dirección axial. En la mayoría de los casos, esto requiere un accesorio con un rodamiento de bolas en el eje central que permite empujar y tirar del eje mientras se gira para asentar los rodillos del rodamiento.

Figura 2. Este accesorio se utiliza para medir el juego libre del eje.
Alineación del contacto entre engranajes
Los engranajes tienen una capacidad de carga máxima cuando los ejes de los engranajes están perfectamente alineados y la carga transmitida se distribuye uniformemente en todo el ancho de la cara activa. Desafortunadamente, muchos factores, como problemas de diseño, precisión de fabricación, deflexiones, distorsión térmica y efectos externos pueden combinarse para causar una desalineación del contacto entre engranajes. El resultado es que los engranajes están desalineados y la distribución de la carga no es uniforme.
Patrones de contacto de los dientes del engranaje
Es importante inspeccionar los patrones de contacto de los dientes de los engranajes porque pueden revelar una desalineación del área de contacto de los engranajes. La inspección debe realizarse durante la puesta en servicio de la caja de engranajes para detectar una desalineación antes de que cause daños. Las inspecciones deben repetirse regularmente para determinar cualquier cambio en los patrones de contacto causado por problemas como fallas en los rodamientos.
Qué buscar
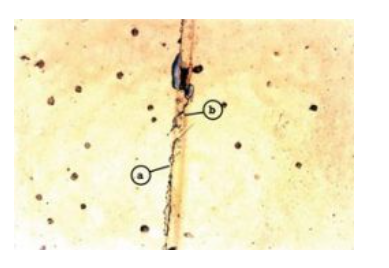
Esté atento a un fuerte contacto en los bordes del área de contacto, especialmente en cada extremo del piñón y la cara del engranaje, en las puntas de los dientes y a lo largo de las raíces de los dientes al inicio del perfil activo (SAP, por sus siglas en inglés). Determine si hay pasos de desgaste en los extremos de los dientes, las puntas o el SAP. El piñón suele ser más ancho que el engranaje y, si hay desalineación, es probable que haya un paso de desgaste en cualquiera de los extremos del piñón. La desalineación severa generalmente causa macropitting.

Figura 3. Una desalineación severa puede causar
macropitting en los engranajes del piñón helicoidal.
Registro de patrones de contacto de los dientes del engranaje
Si hay evidencia de desalineación de los engranajes, como macropitting concentrado en los extremos de los dientes, pero no hay dientes rotos u otras fallas que impidan la rotación de los engranajes, registre los patrones de contacto de los dientes de los engranajes. La forma en que se tocan los dientes de los engranajes indica cómo están alineados. Los patrones de contacto de los dientes se pueden registrar en condiciones de carga o descarga. Los patrones sin carga no son tan confiables como los patrones cpn carga para detectar desalineación porque el compuesto de marcado es relativamente espeso. Además, las pruebas sin carga no incluyen la desalineación causada por la carga, la velocidad o la temperatura. Por lo tanto, si es posible, después de cualquier prueba sin carga efectúe pruebas con carga.
Grabación de patrones de contacto sin carga
Para las pruebas sin carga, limpie a fondo y pinte los dientes de un engrane con un compuesto de marcado suave y luego haga pasar los dientes a través del área de contacto para que el compuesto se transfiera al engrane sin pintar. Gire el piñón con la mano mientras aplica una carga ligera al eje del engranaje con la mano o con un freno. Use cinta transparente para levantar los patrones transferidos del engrane y monte la cinta en papel blanco para formar un registro permanente.
El compuesto PT-650 “grasa para marcar dientes” de Products/Techniques Inc. funciona mejor. Se prefiere la cinta Scotch No. 845 Book Tape (2 pulgadas de ancho) para levantar patrones de contacto.
La Figura 6 muestra cintas de contacto que indican un patrón de contacto que va desde el centro en algunos sectores del engranaje a sesgado hacia el extremo izquierdo del ancho de la cara en otros sectores. Este tipo de desalineación es causado por el descentramiento del engranaje. Solo se puede corregir reemplazando el engranaje por uno más preciso.

Figura 4. Esta imagen muestra un patrón de contacto sin carga
transferido a un engranaje sin pintar.

Figura 5. En esta foto se revela un sector diferente del equipo sin pintar.

Figura 6. Documentación de patrones de contacto sin carga.
Grabación de patrones de contacto con cargas
Para pruebas con cargas, limpie a fondo los dientes con un solvente y acetona. Pinte varios dientes en uno o ambos engranes con una capa fina de laca de diseño de maquinista (DYKEM). Haga funcionar los engranes bajo carga durante el tiempo suficiente para desgastar la laca y establecer el patrón de contacto. Fotografíe los patrones para obtener un registro permanente.
Si es posible, registre los patrones de contacto bajo varias cargas, como 25, 50, 75 y 100 por ciento de carga completa. Inspeccione los patrones después de ejecutar aproximadamente una hora en cada carga para monitorear cómo cambian los patrones con la carga. Idealmente, los patrones no deberían variar con la carga. Los patrones de contacto óptimos cubren casi el 100 por ciento de la cara activa de los dientes del engranaje a plena carga, excepto en los extremos a lo largo de las puntas, raíces y extremos de los dientes, donde el contacto debe ser más ligero, como lo demuestran los rastros de laca.
Piense en las inspecciones en sitio de la caja de engranajes como un mantenimiento preventivo. Los problemas detectados temprano y corregidos pueden evitar fallas catastróficas, costosas y peligrosas en el futuro.
Figura 7. Este patrón se registró al 50 por ciento de carga.

Figura 8. Este patrón se registró al 100 por ciento de carga.
Grabado de macropicaduras
Se puede obtener un registro permanente de macropicadiras (macropitting) pintando los dientes con compuesto de marcado y levantando el patrón de macropicadura con cinta transparente. El procedimiento es:
- Limpie el diente frotando con un paño limpio y sin pelusa empapado en solvente de secado rápido.
- Pinte los dientes con una fina capa de compuesto para marcar. El compuesto PT-650 funciona mejor.
- Coloque un trozo de cinta transparente sobre todo el diente. Deje que la cinta se doble sobre los bordes y se alinee para definir los límites del diente. Se prefiere la cinta Scotch No. 845 Book Tape.
- Frote la parte posterior de la cinta con un paño limpio para asegurar un contacto íntimo con la superficie del diente.
- Comenzando por un extremo, retire con cuidado la cinta del diente.
- Coloque un extremo de la cinta (con el lado adhesivo hacia abajo) sobre papel blanco y extienda con cuidado la cinta por el papel. Las áreas con macropicadura aparecerán en blanco.
- Anote el registro para describir completamente la ubicación y orientación del diente.
Grabado de micropicaduras
Se puede obtener un registro permanente de micropicaduras (micropitting) frotando grafito fino en las áreas micropicadas y levantando el patrón de grafito con cinta transparente. El procedimiento es el siguiente:
- Limpie el diente frotando con un paño limpio y sin pelusa empapado en solvente de secado rápido.
- Coloque un paño limpio que no suelte pelusa sobre una superficie plana y frote un lápiz de dibujo en un papel de lija para cubrir el paño con grafito.
- Frote toda la superficie del diente con el paño de modo que el grafito cubra las áreas micropicadas, la parte superior y los bordes del diente.
- Frote toda la superficie del diente con un paño limpio sin pelusa para eliminar el grafito suelto.
- Coloque un trozo de cinta transparente sobre todo el diente. Deje que la cinta se doble sobre los bordes y se alinee para definir los límites del diente. La cinta Scotch No. 845 funciona mejor.
- Frote la parte posterior de la cinta con un paño limpio para asegurar un contacto íntimo con la superficie del diente.
- Comenzando por un extremo, retire con cuidado la cinta del diente.
- Coloque un extremo de la cinta (con el lado adhesivo hacia abajo) sobre papel blanco y extienda con cuidado la cinta por el papel. Las áreas micropicadas aparecerán como gris oscuro, las marcas de mecanizado como gris más claro y las áreas pulidas se verán blancas.
- Anote el registro para describir completamente la ubicación y orientación del diente.