














Tengo una pequeña tarea para los gerentes de mantenimiento e ingenieros de confiabilidad (que son la mayoría de nuestros lectores). Importen la lista de tareas de un evento típico de su programa de mantenimiento preventivo (MP) y colóquenlo en una hoja de cálculo bajo el encabezada “Tarea”. Luego, creen una segunda y escriban en el encabezado “Propuesta de Valor” y una tercera llamada “Costos de Repuestos y Mano de Obra”. Luego, una por una, comiencen a clasificar cada tarea dentro de las siguientes seis categorías y asígnenles un costo estimado anualizado en dólares para repuestos y mano de obra (por ejemplo: multiplicar el costo trimestral por cuatro y dividir el costo bianual entre dos). Analícenla detenidamente y pregúntense si están recibiendo el retorno de inversión que esperarían de sus actividades de mantenimiento preventivo, implementadas para extender la vida útil de la maquinaria y asegurar la confiabilidad de los sistemas de producción.
Sean honestos y pregúntense si sus planes de MPs están trabajando para usted o en su contra.
Categoría N°1: No agrega valor – falla provocada por reemplazo/reconstrucción.Muchas tareas de MP ordenan al técnico que sustituya partes, subconjuntos o conjuntos completos, en función de una programación establecida, a pesar del hecho de que estos componentes no fallan en función del tiempo.
En su libro “Practical Machinery Management for Process Plants”, Heinz Bloch y Fred Geitner reportan los parámetros según la típica distribución Weibull para varios subconjuntos y partes industriales. En esencia, la distribución Weibull define la relación entre la tasa de falla y el tiempo para determinar si el riesgo de ocurrencia disminuye con el tiempo, si incrementa o permanece constante.
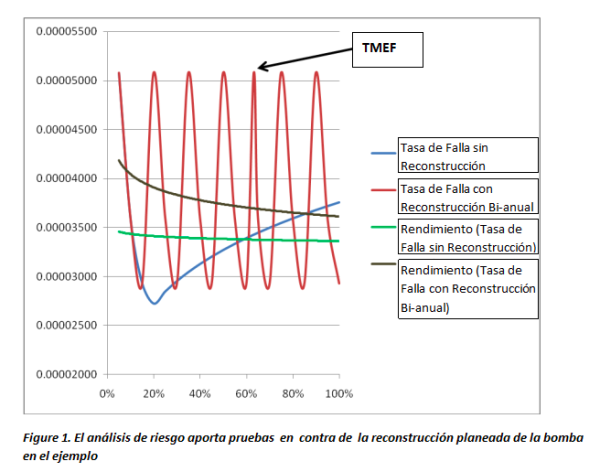
Vamos a explorar la estrategia de reconstruir o reemplazar una bomba que opera 8,000 horas al año. Una bomba centrífuga, de acuerdo con los datos aportados por Bloch y Geitner, tiene una vida típica de 35,000 horas y muestra una tasa de funcionamiento de acuerdo a la distribución Weibull de 1.2, lo que significa que la tasa de falla se incrementa ligeramente con el tiempo. Sin embargo, las bombas muestran un funcionamiento de acuerdo a la distribución Weibull de 0.5, lo que sugiere que hay un incremento en el riesgo de reconstruir o reemplazar, lo cual puede atribuirse principalmente a todas las cosas que pueden hacerse mal cuando una máquina es removida, desarmada, armada de nuevo y luego reinstalada.
La figura 1 muestra el perfil de riesgo para la bomba en términos de tasa de falla sobre su vida teórica, expresado en porcentaje. Como se muestra en la gráfica, el programa de reconstrucción bianual incrementa el promedio de la tasa de falla por encima del ciclo de vida de la bomba. Esto sucede debido a la ocurrencia de fallas en los primeros años de vida. Debido a que hemos estado trabajando durante el periodo en el cual el riego de fallas en los primeros años de vida es alto, se programa una reconstrucción de la bomba ¡y se comienza nuevamente con el proceso!
Categoría N°2: No agrega valor- falla provocada por los cuidados básicos. Los cuidados básicos son esenciales para la salud de las máquinas. Lubricación, ajustes, balanceo, alineación y otras medidas preventivas utilizadas, extienden la vida de los equipos.
La lubricación es una de las medidas de cuidados básicos más comúnmente ejecutadas en la mayoría de las plantas industriales – es esencial para la confiabilidad mecánica. Frecuentemente veo algunas MPs que indican, por ejemplo, “lubricar la banda transportadora”. Esto parece tener sentido, ¿verdad? Pues vamos a descomponerlo en partes. Una banda transportadora típicamente está compuesta por un motor, acoplamientos, caja de engranes, rodamientos en los extremos (cabeza y cola), rodamientos libres, etc. La mayoría de las tareas requieren diferentes lubricantes, diferentes intervalos de relubricación y, frecuentemente, diferentes herramientas para su aplicación. Agrupando todo en una simple MP conlleva a la sobre-lubricación en algunos componentes, poca lubricación en otros, el uso de lubricantes no-óptimos (por ejemplo: una grasa multipropósito para los rodamientos del motor, los acoplamientos y los rodamientos de la banda) y posible mezcla de lubricantes.
Queda claro que necesitamos lubricar todos los componentes, pero debemos tratar cada tarea individualmente para cada uno de ellos, para de esta manera agregar valor al proceso.
Categoría N° 3: Sin valor agregado – ambigüedad. Las inspecciones están entre las tareas más comunes encontradas en un plan de mantenimiento.
Por supuesto, necesitamos inspeccionar nuestra máquina para identificar oportunidades de responder con seguridad de que se mantienen las condiciones de operación y para responder rápidamente a los problemas, antes de que tengan la oportunidad de convertirse en una falla funcional. A menudo, vemos ambigüedades en las asignaciones de inspección. Por ejemplo, “verifique la presión”, “verifique la temperatura” “verifique el sistema eléctrico”, etc. ¿Qué significan para usted estas tareas? Sin una clara definición de qué está correcto, las inspecciones se vuelven inútiles y sin valor. Puede ser una imagen, puede ser un número, puede ser un texto descriptivo, pero en cualquier caso, la tarea de MP debe definir claramente lo que se espera y/o definir qué constituye una condición anormal.
Sustituya “verifique la temperatura” con algo como, “confirme que la temperatura de operación está entre 36 y 41°C y reporte a ingeniería si existe alguna desviación” y entonces tendrá una MP realmente ejecutable.
Categoría N° 4: Con valor agregado, pero con el intervalo incorrecto. Frecuentemente, las tareas son seleccionadas apropiadamente y definidas con claridad, pero el intervalo de aplicación es incorrecto. Por ejemplo, una MP creada para confirmar que la temperatura se encuentra dentro del rango especificado es una inspección muy importante; pero si sólo la inspeccionamos una vez al año o trimestralmente, realmente no estamos aplicando control de procesos. Las temperaturas deben ser medidas y graficadas para tendencia con una elevada frecuencia.
Para algunos sistemas, se justifica un monitoreo continuo. Como mínimo, verifíquela todos los días para aquellos equipos que operan continuamente – o mejor aún, cada cambio de turno.
El reengrase es otra de las tareas de MP que frecuentemente se realiza con el intervalo incorrecto. Tristemente, cuando una máquina falla por causas desconocidas, reaccionamos como por reflejo. Bajo la amenaza de hacer algo para evitar la recurrencia de la falla, a menudo incrementamos la frecuencia de reengrase. En algunos casos, se justifica; pero frecuentemente, empeora las cosas. Desafortunadamente, en un muy corto plazo de tiempo, la nueva frecuencia de re-engrase establecida se convierte en el intervalo de facto, y al final, nadie recuerda el motivo.
Categoría N° 5: Valor agregado, pero asignado incorrectamente. Yo soy un fanático de la confiabilidad basada en el operador. Siempre he creído que operaciones debe de ser el dueño de la confiabilidad de los procesos de fabricación, porque ellos supervisan todas las funciones que la afectan – incluyendo la cadena de suministro anterior y posterior. Un gran porcentaje de las MPs son inspecciones. Las inspecciones básicas, no intrusivas, deben ser efectuadas por el personal de operaciones. Ellos viven con las máquinas y están en la mejor posición para identificar anormalidades. Por ejemplo, como conductor de su propio vehículo, usted está en posición de identificar algún ruido inusual. A menos que el ruido sea completamente anormal, un mecánico no podrá escuchar cambios menores en la forma en que su vehículo suena en la primera oportunidad en que se siente tras el volante.
Haga las inspecciones del operador claras y directas, preferiblemente redúzcalas a preguntas de “sí o no”. Grafique los datos y responda rápidamente a las variaciones encontradas. Si los técnicos de mantenimiento ignoran los resultados de las inspecciones de los operadores, estos a la larga van a dejar de hacerlas.
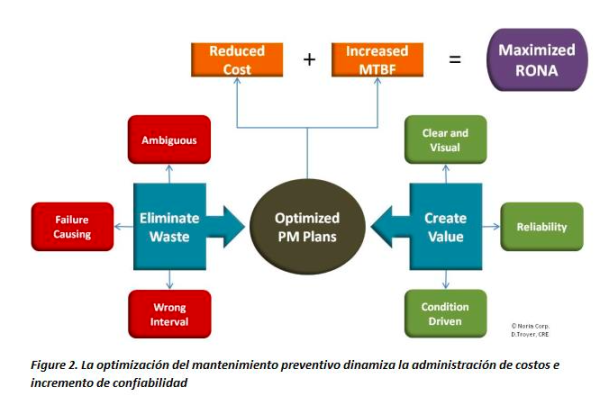
Categoría N° 6: Valor agregado: esenciales, claras, asignadas apropiadamente y ejecutadas en el intervalo correcto. ¡Basta! Este es el objetivo. Convierta los escenarios del uno al cinco a este último y su proceso de mantenimiento preventivo estará trabajando para usted, no en su contra (Figura 2).
El mantenimiento preventivo está entre las más comunes causas raíz que nos conducen a efectuar mantenimiento correctivo. No tiene que ser así. Evalúe su MPs y elimine las tareas que no agregan valor o que en realidad provocan la falla. Elimine el desperdicio y la ambigüedad y asigne adecuadamente las tareas con el intervalo correcto, y evite la tentación de reaccionar por reflejo natural ante las fallas, simplemente añadiendo nuevos MPs al sistema o incrementando la frecuencia con la que se ejecutan las tareas, sin antes analizar adecuadamente la causa raíz. Al final se encontrará gastando menos dinero en mantenimiento preventivo y, al mismo tiempo, incrementando la confiabilidad de sus sistemas de producción.
Investigaciones realizadas sugieren que aquellas organizaciones que gastan menos dinero en mantenimiento preventivo, gozan de altos niveles de confiabilidad en sus procesos de manufactura. Revise exhaustivamente su sistema de MP. ¿En dónde se encuentra usted?
Referencias
- Bloch, Heinz P. and Fred K. Geitner (1994). Practical Machinery Management for Process Plants, Volumen 2: Machinery Failure Analysis and Troubleshooting, 2da. Edición, Gulf Publishing Co., Houston.
Noria Corporation. Traducido por Roberto Trujillo Corona, Noria Latín América.