














La vida puede ser, de acuerdo con Forrest Gump, como una caja de chocolates, pero la confiabilidad es más parecida a una bolsa de Sabritas. ¿O son los Cheetos? ¿O tal vez Ruffles, Doritos o Tostitos? Cualquiera que sea, una vez que comienza, es difícil detenerse.
Esa es la historia de Frito-Lay y su planta de elaboración de botanas en Fayetteville, Tenn., en los Estados Unidos.
Después de décadas de un decente, aunque sub-optimizado desempeño en el mantenimiento de la planta, Frito-lay concertó los esfuerzos para el cuidado de los activos – incluyendo las actividades de mantenimiento preventivo y la lubricación de la maquinaria – iniciando en el año 2002. Con la guía corporativa y el liderazgo a nivel de planta, el empuje para mejorar la confiabilidad ha liberado capacidad, productividad e innovación en esta industria de alta demanda y elevado costo de aprendizaje.
“Cuando las plantas operan realmente bien en términos de tiempo muerto, llueve dinero en el lado de producción”, afirma Mike McKenzie, director nacional de confiabilidad en la compañía.
Dinero crujiente, salado, con sabor a queso.
¿Está listo para abrir una bolsa? Lea este caso de estudio y disfrute el sabor de lo que las políticas de mantenimiento proactivo – incluyendo la lubricación efectiva – pueden hacer por usted.

No es Fácil ser Popular
Como afirmé al inicio, el negocio de las botanas es muy rudo con la maquinaria. Las papas fritas, las frituras de maíz y otros productos parecidos, no son artículos de temporada. En tiempos buenos y malos, la gente gusta de las botanas. La mayor demanda del producto se da durante el verano, cerca de navidad y Año Nuevo, y para el 4 de julio, fechas en las que la familia y los amigos se reúnen a comer. Cuando las máquinas tienen que procesar botanas todo el tiempo, es difícil encontrar un momento para efectuar trabajos estratégicos de mantenimiento. Agregue a esto un ambiente en donde el polvo de los saborizantes vuela continuamente y cae sobre la maquinaria y componentes rotatorios. Además, esta es una industria en donde todos los costos están bajo el microscopio (las plantas producen bolsas de botanas entre $0.99 y $3.00 dólares, no motores para avión de un millón de dólares). Estos y otros factores han sido retos a vencer desde hace mucho tiempo para todas las plantas de Frito-Lay. La diferencia entre lo que acontecía antes de 2002 y hoy son las acciones resultantes de esos retos.
En el pasado, mantenimiento estaba resignado a su destino de apaga-fuegos. La brigada de “curitas”o “tiritas” (Band-Aid).
¿Por qué gastar tiempo y esfuerzo en la escritura de tareas efectivas de mantenimiento preventivo (PM) o programando tareas si el área de producción no va a darnos tiempo para efectuarlas y si el día de trabajo se va a consumir por una inagotable cadena de llamadas de auxilio/emergencia? “Honestamente, el mantenimiento en muchas de nuestras plantas se hacía hasta después de que el equipo había fallado”, dice McKenzie.
¿Por qué gastar tiempo y esfuerzo en entender y ejecutar rutinas efectivas de lubricación si usted sólo tiene tiempo (o sólo le dan tiempo) para un “rellenas y te vas”? Los escurrimientos de aceite provenientes de la sobre-lubricación y la grasa saliendo de las graseras se convirtieron en confortables pistas de aterrizaje para los condimentos en el aire, al igual que para el polvo de las cajas de cartón.
Estos son los resultados:
- Producción visualiza a mantenimiento – con su tiempo extra y su cargamento de partes de repuesto – como un pesado costo
- Mantenimiento visualiza a sus mecánicos como héroes, no por su habilidad para prevenir la falla, sino por su capacidad para corregir la más reciente.
- Los líderes de planta ven el tiempo extra no como un indicador clave de desempeño, sino como algo que es parte del negocio.
- La planta observa un ciclo de falta de confiabilidad que no tiene fin. Las PMs no completadas conducen a fallas en los equipos, los cuales ocasionan emergencias, y estas causan más PMs sin completar, y así sucesivamente.
“Teníamos que pasar de una situación reactiva a una proactiva y predictiva, pero no estábamos seguros de cómo hacerlo simultáneamente,” dice McKenzie.
Terry Haycraft, director corporativo de confiabilidad, agrega “no entendíamos el impacto de la confiabilidad o qué podría hacer esta para cambiar nuestro negocio”.

El ingeniero de planta Richard Cole (izquierda) y dos de los líderes de la unidad de negocio Jason Gower y Jennifer Crabtree monitorean el desempeño del mantenimiento en la planta
No Hay Papa Pequeña
Cuando la producción de botanas se reduce, se fuerza a romper el ciclo y decir “ya basta”. Tal fue el caso de Frito-Lay.
El cambio inició en 2002 con el establecimiento de un grupo corporativo de confiabilidad encabezado por McKenzie que alteraría la forma en que las plantas y la compañía veían al mantenimiento y las tareas de mantenimiento.
Los miembros del grupo declararon que las mejores prácticas estuvieron allí, ocultas en las 36 plantas de Frito-Lay en los Estadios Unidos y Canadá y a todo lo largo de la industria.
Los miembros del grupo aceptaron que el tiempo muerto y el desempeño del equipo por debajo de su capacidad no “contribuyeron al negocio” sino por el contrario, fueron el resultado de la falta de entendimiento, tergiversación de las prioridades y carencia de procesos.
Los miembros del grupo estuvieron de acuerdo que esto podría marcar la diferencia, si se hacía bien y se hacía ya.
“Estamos trabajando en cientos de cosas”. Siempre hay algo que hacer en Frito-Lay. Estamos ocupados tratando de cumplir con metas y objetivos”, dice McKenzie. “Pero, ¿qué las une a todas? Si hubiera alguna cosa en la que usted pudiera trabajar para impactar a todos los indicadores de desempeño – calidad, seguridad, servicio, costo, producción – ¿cuál sería? La única cosa que hace esto es la confiabilidad, pues afecta a todo lo que hacemos en alguna u otra manera. Comenzamos hablando de la confiabilidad como ‘el gran facilitador’”.
El consejo del grupo a los trabajadores de mantenimiento y producción, asalariados y empleados por horas, fue simple y directo: “Actúe ahora. Corríjalo para siempre. No deje piedra sin remover”, dice McKenzie.
La Hora de la Verdad
Visualizando la naturaleza multifuncional de la problemática del mantenimiento y la solución, el equipo de confiabilidad reunió a asociados de Frito-Lay de todos los niveles y estratos en un hotel en Texas en enero de 2003. Invirtieron dos semanas de largos días y largas noches forjando un proceso de negocio de mantenimiento de planta que pudiera servir como el camino a seguir y que permitiera un ciclo de crecientes beneficios: La planeación efectiva conduce a PMs completadas, lo cual genera un equipo confiable, lo que lleva a una planeación efectiva, y así sucesivamente. Aquí surge el Modelo de Confiabilidad de Activos (A.R.M. por sus siglas en inglés).
Basado en la compilación de las mejores prácticas y la nueva visión de que el mantenimiento proactivo tiene un impacto tangible en los resultados, A.R.M. se transformó en un manual de casi 300 páginas, con capítulos detallados sobre: administración de la orden de trabajo, planeación del mantenimiento, programación del mantenimiento, mantenimiento preventivo y predictivo, administración de partes, administración de proyectos, entrenamiento, y medición del desempeño. Los capítulos contienen definiciones de terminología, actividades específicas requeridas, diagramas de flujo, potenciales obstáculos y soluciones, roles, responsabilidades y obligaciones, y medición de resultados.
Frito-Lay implementó A.R.M. en 2004. Cada empleado en cada planta recibió un amplio entrenamiento. Los empleados de mantenimiento (40 horas) recibieron el mayor. Los miembros del grupo corporativo de confiabilidad arrancaron invirtiendo 20 horas adicionales en cada planta adaptando el programa según sus propios requerimientos. Fueron necesarios dos años y tres equipos para cubrir todas las instalaciones en Norteamérica.
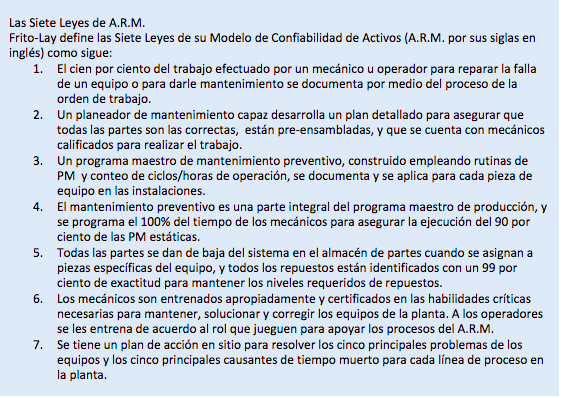
Después de un tiempo, el programa se resumió del manual completo de 300 páginas a las Siete Leyes de A.R.M., haciéndolas manejables, fáciles de memorizar y útiles para todos los involucrados en el día con día.
El resto de este artículo se enfocará en tres leyes – acerca de la programación (Ley 3), mantenimiento preventivo (Ley 4) y entrenamiento (Ley 6) – que concuerdan a la perfección con la lubricación efectiva de la maquinaria y, específicamente, con la implementación del mantenimiento autónomo de Frito-Lay en plantas como Fayetteville, la cual produce anualmente más de 50 millones de kilogramos de Doritos, Cheetos, Tostitos, Fritos, Munchos, Sabritas y Ruffles.

La planta en Fayetteville convierte las papas y el maíz en una de las botanas más conocidas de América.
Astillas del Mismo Palo
Como se describió antes, mantenimiento tenía dificultades para cumplir con sus programas debido a que producción dominaba la relación, las órdenes de producto estaban sobre las de mantenimiento, las emergencias prevalecían, y los operadores buscaban un servicio rápido para ajustar la máquina y otros detalles menos críticos.
La Ley 3 de A.R.M. corrige esto en gran medida por medio de la creación de un programa maestro de PM (desarrollado con intensa participación de mantenimiento y producción) que está documentado y se sigue para cada pieza de equipo en las instalaciones.
El cumplimiento de órdenes de producto hoy se mantiene a niveles similares, pero el valor del mantenimiento para asegurar la satisfacción de las órdenes de mañana (y del día siguiente, y del siguiente, etc.) es mucho más claro.
“Trabajamos con producción para priorizar todo lo que necesita hacerse”, dice Mike Thomas, uno de los recursos del proceso de mantenimiento en la planta Fayetteville.
“Debemos mantener un balance”, agrega Julie Murdock, personal de mantenimiento de empacado. “Si no hemos tenido el espacio de tiempo necesario para efectuar la tarea, podríamos tener que explicar por qué la PM tiene prioridad”.
El mantenimiento preventivo es parte integral del programa maestro de producción (Ley 4).

Terry Haycrafte es uno de los directores de confiabilidad con sede en las oficinas corporativas de Frito-Lay en Plano, Texas.
La Vieja Manera de Lubricar
Bien hechas, las PMs maximizan el desempeño, la producción y la vida del equipo. Hechas en forma incorrecta, los beneficios no son lo que aparentan, los resultados pueden incluso ser bastante perjudiciales.
Richard Cole, ingeniero de planta en Fayetteville, admite que “nuestras PMs no eran de clase mundial”. En realidad, muchas eran demasiado básicas para estar en uso, como “Ejecute la PM en la empacadora”. Una PM “buena” tenía dos páginas de extensión. Eso es lo que sucede cuando las PMs son vistas como la última prioridad. Esto provoca que existan PMs en las que simplemente se “arrastró el lápiz”, y el trabajo requerido pudo o no haberse completado.
Jason Gower, un mecánico que ahora tiene el cargo de líder de unidad de negocios en las instalaciones, almacenes y proyectos de inversión en Fayetteville, invirtió varios años con McKenzie reuniendo las PMs “modelo” cubriendo virtualmente cada pieza del equipo de empacado. Los datos fueron aportados en sesiones con mecánicos, operadores y vendedores. Como las diferentes plantas de Frito-Lay utilizan máquinas similares, los modelos son aplicables en toda la compañía. Los antiguos documentos de PM de dos páginas para “rellenar campos” se convirtieron en documentos altamente detallados de hasta 70 páginas.
“¿Tienen que leer el documento completo de 70 página cada vez que efectúan una PM? No. Pero lo hicieron las primeras veces y obtuvieron una mejor comprensión de lo que se necesitaba hacer, la mejor manera de hacerlo, y por qué”, dice Gower. “El conocimiento que adquirimos fue increíble”.
Las sesiones para la máquina de empacar y otras más que hicimos a nivel corporativo y de planta, revisaron tópicos tales como PMs relacionadas con lubricación. La estandarización y mayor claridad de las prácticas de lubricación correctas afectan directamente la vida y desempeño de componentes tales como rodamientos y cajas de engranes.
En plantas como la de Fayetteville, los mecánicos dirigen la gran mayoría de las tareas de lubricación; los operadores las hacen en máquinas de proceso específicas.
“Al personal de mantenimiento siempre le habían enseñado que se debía acoplar la pistola de engrasar a la grasera y bombear hasta ver salir la grasa – ‘es lo que me enseñó mi papá y así es como yo lo hago’. Hemos dañado o arruinado más rodamientos de lo que imaginamos por sobre-lubricación”, dice Tyler Griffin, quien administra el cumplimiento del mantenimiento autónomo y Mejora Continua (MC) en la planta. “Tampoco éramos consistentes en nuestras herramientas de lubricación. Para la misma aplicación, un mecánico podía utilizar una bomba de engrasar manual, otro podría utilizar una neumática y alguno más podría utilizar un modelo completamente automatizado”.
El entrenamiento y los recursos de información proporcionaron una mejor comprensión de los procedimientos de lubricación apropiados y los que eran inapropiados. Las PMs de lubricación cambiaron de programación basada en calendario (otra fuente de sobre-lubricación) a una basada en ciclos de operación. Las plantas también comprendieron mejor lo que era necesario y lo que no.
“Colocamos tapones en 60 por ciento de los puntos de lubricación en algunos equipos debido a que no los necesitábamos”, dice McKenzie. “No tenemos la alta velocidad (rpm) en muchos casos, y los rodamientos no rotan completamente los 360 grados. Anteriormente los habíamos estado llenando de lubricante completamente en cada turno de trabajo”.
Agrega Griffin, “Después de que efectuamos cierto número de pruebas, removimos 70 de los 150 puntos de lubricación en una unidad empacadora de cajas de alta velocidad. En esas áreas, el sello se va a quebrar o el rodamiento va a dañarse antes de que exista un problema de lubricación”.
Un beneficio adicional para las PMs de lubricación se dio con la creación y publicación de etiquetas de resina fenólica. Esos pequeños rectángulos plásticos de dos tonos, codificados por color, con un código alfa-numérico impreso, se adhieren a las máquinas para identificar los puntos de lubricación. Se correlaciona el código con el documento de la PM para verificar la ubicación e instrucciones de trabajo (la grasa correcta, en la cantidad correcta, y con el intervalo correcto).

El mecánico Joe Wolfe examina un diagrama antes de efectuar las actividades de mantenimiento en una máquina de empacado
Inmersos en el Entrenamiento
La Ley 4, así como la ley 6 (entrenamiento) entraron en juego con la implementación del mantenimiento autónomo (MA).
¿El MA se trata de que los operadores efectúen las tareas de lubricación y mantenimiento? Sí y No.
¿El MA es similar a Mantenimiento Productivo Total (TPM por sus siglas en inglés)? Sí y No.
Frito-Lay lo clasifica como un enfoque de equipo, en cuatro pasos, para devolver a la maquinaria a la apariencia y desempeño como si ésta fuera nueva. Toma la mentalidad de Mejora Continua que Frito-Lay ha adoptado desde hace 15 años y lo inyecta con entrenamiento técnico y cuidado multi-disciplinario de los activos. Para una máquina o línea determinada, se integra un equipo de MA, el cual consiste de un líder de equipo, operarios, un mecánico y un miembro del grupo de seguridad ocupacional. El Paso 1 es una limpieza inicial. El Paso 2 es eliminar la contaminación y áreas difíciles de alcanzar. El Paso 3 es instituir los principios de Limpieza, Inspección y Lubricación. (¡N se imagina! Una apropiada limpieza y lubricación evitan que los condimentos y el polvo en el ambiente se carbonicen y provoquen un problema). El Paso 3.5 consiste en mantener las mejoras. El Paso 4 es proporcionar apoyo técnico adicional para el cuidado del activo.
«Quaker-Tropicana-Gatorade (una compañía hermana de Frito-Lay dentro de la familia PepsiCo) está haciendo TPM, dice Haycraft. “El TPM ha sido su paraguas de negocio por muchos, muchos años. Nuestro paraguas de negocio no es TPM; está centrado alrededor del proceso de Mejora Continua. Se ha efectuado un gran trabajo de integración para que TPM y MC se complementen mutuamente. No queríamos reformar todo lo que habíamos construido, así que tomamos unos pocos componentes que no teníamos, siendo el mantenimiento autónomo uno de ellos”.
Antes del MA, se les enseñó a los operadores cómo operar sus equipos. Por medio del MA, aprendieron también cómo funciona el equipo desde el punto de vista técnico. Esto incrementó su conocimiento y habilidades, convirtiéndolos en “sensores humanos del monitoreo de condición”, y redujo el tiempo de los mecánicos para la solución de problemas.
“Ahora tenemos más gente que puede identificar defectos”, dice Griffin. Los operadores ahora saben cómo operar la máquina, pero ahora conocen también todas las diferentes fallas. Saben qué causa esa falla. Pueden corregirla, regresar y decir ‘Si se vuelve a presentar esta falla, se debe hacer esto’. Ahora él o ella pueden hacer un diagnóstico – y quizás efectuar el ajuste necesario – sin depender del personal de mantenimiento para hacerlo.
Añade McKenzie, “Cuando un operador llama a un mecánico, puede decirle exactamente qué está ocurriendo, cómo se supone que debería funcionar y qué se necesita hacer para corregirlo. Encontrar la causa del problema antes hubiera tomado 45 minutos; ahora ya no. ‘Su ojo entrenado no pasa por alto la señal de alerta’. Es una gran diferencia”.

La grasa se almacena y administra ordenadamente en el almacén de partes
El entrenamiento no está limitado a los operadores. Los equipos toman las lecciones que han aprendido y las comparten con otros, incluyendo a los mecánicos y líderes de mantenimiento. Un equipo de MA determinó por consenso las tareas de engrasado apropiadas, las frecuencias, cantidades y métodos de aplicación para una línea automatizada de empacado de alta velocidad. El equipo ayudó a re-escribir las PMs y entrenó a los miembros de mantenimiento sobre cómo efectuar las tareas.

Ejemplo de las etiquetas de resina fenólica
El entrenamiento eventualmente cerrará el círculo. Aunque los mecánicos hacen sólo todas las tareas de lubricación en el área de empacado, la meta eventual es que la mayoría las hagan los operadores. Esta transferencia se dará cuando todo el equipo y personal de empacado haya completado el proceso de MA.
“Cuando se trata de la de lubricación de una caja de engranes, le corresponde al mecánico”, dice Haycraft. “Lubricación de rodamientos y tareas similares… son cosas que el operador puede hacer”.
La meta final es liberar a los mecánicos para que hagan más trabajo proactivo.
“Si los operadores comprenden lo que necesitan los puntos de lubricación para su cuidado, y nosotros nos hemos tomado el tiempo para educarlos y entrenarlos, podemos delegárselo”, dice McKenzie. “Usted en realidad desea que los mecánicos trabajen en mejorar el equipo, para que dé más de lo que se tiene, fortaleciendo los equipos, examinando los elementos de más alto nivel para la lubricación de maquinaria y el cuidado de los activos. Usted quiere que ellos hagan cosas más grandes que simplemente accionar una pistola de engrasar”.

Los mecánicos Wayne Harris (izquierda) y Bruce Moorehead revisan algunas instrucciones de PM en el área de producción
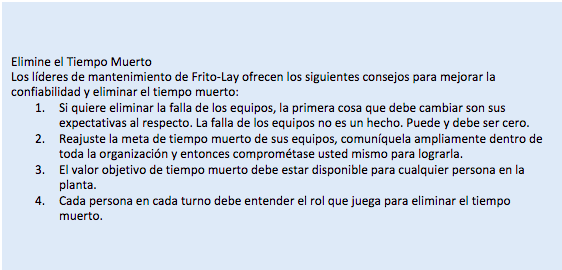
Los métodos proactivos disminuyen el tiempo muerto, las fallas y las emergencias. Frito-Lay ha observado una disminución de 58 por ciento en tiempos muertos de los equipos y una caída de 44 por ciento en el tiempo muerto de toda la compañía desde 2002. Los tiempos muertos relacionados con los equipos en la planta Fayetteville son un minúsculo 0.7 por ciento. Como resultado, mantenimiento puede impulsar el desarrollo profesional y la innovación.
Los mecánicos ahora pueden asistir a cursos de una y dos semanas en las aulas de entrenamiento en Plano, Texas y Charlotte, N.C. También pueden competir en el concurso anual de innovación de la compañía. En los últimos años, los mecánicos han presentado proyectos que han incrementado la productividad, reducido el consumo de energía e impacto al medio ambiente, y ahorrado a la compañía millones de dólares.
Doble Queso
Las cifras del tiempo muerto y los proyectos de innovación son sólo unos pocos de los logros desde que Frito-Lay y sus plantas detuvieron el ciclo de la falta de confiabilidad e instalaron un modelo más proactivo. Este ciclo corre más suave con la dosis apropiada de lubricación y un sendero que ha sido limpiado de obstáculos.
“Con mayor entendimiento y cooperación, estamos tomando mejores decisiones como equipo”, dice Jennifer Crabtree, líder de una unidad de negocio de mantenimiento para sistemas computarizados de administración de mantenimiento y administración del almacén de partes en Fayetteville. “Esas decisiones están teniendo un gran impacto en la confiabilidad y en el negocio”.
Está lloviendo dinero… y al maíz y a las papas les agrada.
“Desde el punto de vista de la capacidad, hemos liberado una planta del tamaño de Fayetteville en los últimos cinco años”, dice McKenzie. “Hemos liberado una capacidad de 50 millones de kilogramos. Los números son enormes. Estamos produciendo más kilogramos que nunca antes”.

Tyler Griffin es director de cumplimiento en la planta Fayetteville, así como director de mantenimiento autónomo y Mejora Continua
Al desbloquear el potencial en las instalaciones existentes, la compañía no ha tenido que comprar capacidad en la forma de plantas nuevas o nuevas líneas. En muchos casos, ha eliminado la necesidad de sobrecargar los equipos para crear inventario de reserva y de sobre-utilizar mano de obra para reparar esos equipos.
“Yo pienso que la mayoría de nuestras plantas, y la mayoría de nuestros líderes en nuestras plantas – y ciertamente al nivel de vice-presidente regional y vicepresidente de división – realmente veo todo lo que hemos hecho y seguimos haciendo como medios para maximizar la productividad y el crecimiento”, dice Cole.
La confiabilidad puede ser exactamente igual que una bolsa de botanas Frito-Lay. Ábrala. Saboree lo que hay en su interior. Una vez que comience, verá qué difícil es comer solo una.
Noria Corporation. Traducido por Roberto Trujillo Corona, Noria Latín América.