














La evaluación de los resultados del análisis de grasas o aceites resulta a menudo un trabajo muy difícil para el analista, el cual requiere tener experiencia en ingeniería mecánica y química. Sin embargo, el uso de herramientas y tecnologías de actualidad, apoyan y mejoran este proceso. El primer paso es definir el conjunto de pruebas adecuadas, que proporcionen la información suficiente de los parámetros más importantes, que ayuden a responder las preguntas acerca de la muestra analizada, sin dejar de ser económicamente factible.
Después de determinar los parámetros a evaluar, el siguiente reto es el establecer límites y directrices para la evaluación. En algunos casos, existen límites genéricos. Sin embargo, en la mayoría de los casos, los fabricantes de aceite, componentes y equipos, no pueden o no proporcionan un conjunto de límites completos. Entonces, ¿cómo se puede realizar un diagnóstico confiable? Una forma es con la ayuda de un ingeniero experimentado que conozca la aplicación y cuándo se exceden los límites establecidos. Esto es muy fácil si se cuenta con un historial de resultados. El desarrollo de parámetros en un periodo de tiempo puede identificar las desviaciones de una tendencia regular de uno o varios parámetros. Los límites basados en valores absolutos deben aplicarse para tener un punto de referencia fijo para la evaluación de parámetros críticos.
Un adecuado conjunto de resultados del análisis del lubricante, obtenidos de máquinas similares o comparables, son la línea de base para la aplicación de métodos estadísticos. El estándar ASTM D7720 describe un enfoque para establecer alarmas y límites con métodos estadísticos. Sin embargo, una gran cantidad de resultados y guías, no proporcionan automáticamente valores de límites adecuados. La calidad del conjunto de resultados tiene un impacto significativo en los resultados estadísticos. Esto hace la diferencia entre tener o no límites estadísticos razonables con sentido.
Este artículo le mostrará cómo una depuración cuidadosa de un conjunto de resultados dentro de una estructura sofisticada puede producir límites muy valiosos. El sistema, el cual está basado en una matriz de aplicación, permite que las muestras de aceite sean categorizadas con tanto detalle como la información de la muestra lo permita. Combinado con un programa avanzado de evaluación, es el fundamento para la definición de límites, aplicándolos con las guías de evaluación y comprobándolos periódicamente.
Analizando la muestra de aceite
El análisis de una muestra de aceite produce una gran cantidad de resultados. Un reporte típico de laboratorio contiene entre 20 y 40 resultados. Para proporcionar un diagnóstico adecuado o desencadenar las acciones necesarias basadas en el análisis, se deben conocer los rangos típicos y normales para cada elemento. El tipo de aceite, su formulación, las condiciones de operación y mantenimiento, son los cuatro factores que más influyen en la evaluación de una muestra de aceite.
La simple evaluación de cada parámetro del análisis de aceite no cubre la complejidad y el conocimiento interdisciplinario en el campo de la ingeniería mecánica, química, tribología y lubricación que deben ser aplicados. Si la evaluación está fundamentada en un solo parámetro que ha excedido un límite, es posible generar interpretaciones incorrectas. Algunos laboratorios proporcionan comentarios para cada muestra de aceite, indicando las áreas críticas del análisis, así como las recomendaciones para las siguientes acciones de mantenimiento. Sin embargo, los reportes de laboratorio generalmente no contienen información sobre los límites, para evitar que el usuario final haga una interpretación incorrecta de los resultados.
Límites
La mayoría de los reportes de análisis de aceite de laboratorios comerciales utilizan una evaluación basada en las luces del semáforo. Utilizan los tres colores (verde, amarillo y rojo) para indicar rápidamente la severidad de los resultados de una muestra. Si se tiene que evaluar una gran cantidad de muestras, tiene sentido filtrar las amarillas y las rojas para decidir las acciones de mantenimiento requeridas. Las verdes serán reservadas para tendencia y documentación.
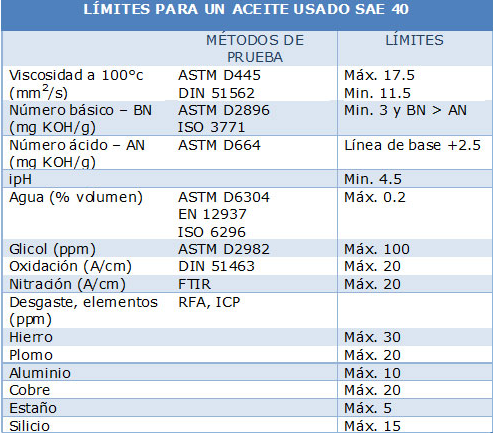
Figura 1. Ejemplo de una tabla oficial de límites
El sistema de codificación no debe ser muy complicado. De otra manera, se pierde la ventaja de proporcionar un guía simple y rápida para la toma de decisiones. Al mismo tiempo, debe ser razonable y consistente para comparar los patrones de los resultados del análisis del aceite. La base de esta consistencia está fundamentada en la correcta selección del conjunto de límites, ya sean absolutos o basados en tendencias.
Los procesos estandarizados para la creación y revisión de los límites, combinados con guías bien fundamentadas para el reconocimiento de los modos de falla y la identificación de las condiciones normales, son los fundamentos para un programa de análisis de aceite de alto desempeño. Lo opuesto a esta metodología es un enfoque empírico basado en el conocimiento de un analista experimentado. Este conocimiento experto tiene un valor elevado y debe ser utilizado para determinar si los límites son razonables. Sin embargo, el conocimiento empírico no es la metodología correcta para administrar un programa de análisis de aceite estandarizado, con un enfoque hacia el mantenimiento proactivo.
Una perspectiva diferente
Buscar un conjunto de límites para una aplicación específica puede revelar resultados diferentes. Si bien la información de límites no siempre está disponible, existen sectores en la industria donde se tienen guías detalladas de límites. Entre los grupos que establecen límites se incluyen los fabricantes de componentes, los fabricantes originales de maquinaria (OEM, por sus siglas en inglés), los proveedores de lubricantes, los laboratorios y los grupos y sociedades técnicas.
Los fabricantes de componentes a menudo definen límites para un parámetro en forma individual, el cual tiene un impacto directo sobre la vida del componente o su desempeño. Como ejemplo, se puede mencionar a los fabricantes de componentes hidráulicos, que dan recomendaciones en cuanto al nivel de limpieza, o los fabricantes de rodamientos, que establecen que un rodamiento puede alcanzar su vida por fatiga calculada solo si se mantiene el nivel de limpieza del aceite dentro de cierto rango. Esta información es valiosa, pero a menudo es muy genérica y limitada a ciertos aspectos relacionados con la muestra de aceite. Sin embargo, los límites para los componentes son un buen punto de partida si no se cuenta con los límites de los OEM.
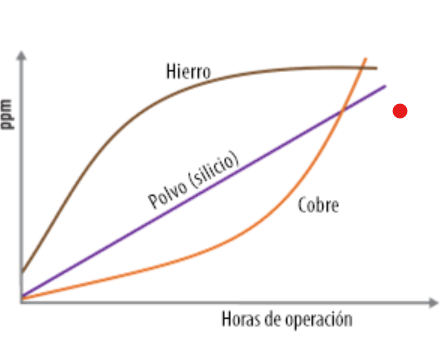
Figura 2. Tendencia en función del tiempo
Si los límites de los OEM están disponibles, estos deben ser tomados en cuenta, especialmente si están relacionados con aspectos de garantía. Para algunos tipos de maquinaria, existen límites detallados por parte de los OEM, incluyendo información relacionada con el desgaste, condición del aceite y contaminación. Su objetivo es el de claramente definir las condiciones para una operación confiable de la máquina.
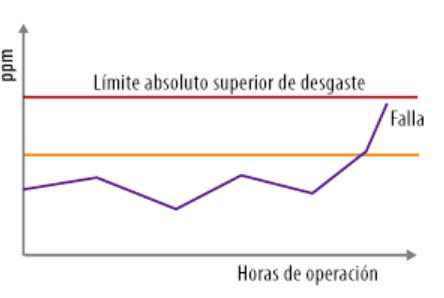
Figura 3. Límites absolutos vs. de tendencia
Los límites y las guías de evaluación pueden ser normalizadas. Las normas pueden ser independientes u oficiales como, por ejemplo, las de ASTM, o estar basadas en el trabajo de organizaciones o asociaciones de especialistas. A menudo, estos límites están disponibles para máquinas con requisitos muy estrictos de seguridad y confiabilidad. En estos casos, los límites a considerar deben ser monitoreados muy de cerca.
Los límites de los proveedores de lubricantes están generalmente enfocados en la condición del aceite. Su objetivo principal es proporcionar pautas para detectar cuándo el aceite no está en condiciones de segur siendo utilizado.
Algunos laboratorios utilizan softwares sofisticados para apoyar en la creación y administración de un conjunto de límites relacionados con la máquina y el aceite, basados en métodos estadísticos y tendencias. Las muestras actuales se relacionan con su conjunto de límites utilizando un código matricial. Esto permite categorizar en forma computarizada cada parámetro. Esta automatización incrementa la velocidad y calidad de la evaluación.
Límites absolutos vs. tendencias
La información descrita anteriormente es principalmente sobre límites absolutos y no refleja el desarrollo de una tendencia histórica. Sin embargo, algunos límites proporcionados por los fabricantes de motores de combustión interna están relacionados con horas de operación o distancias recorridas. Esto significa que se define el cambio permisible de un parámetro en función del tiempo, como, por ejemplo, ppm de hierro por horas de operación. Aun así, en la mayoría de los casos, los límites absolutos son válidos para establecer intervalos de mantenimiento total (ovehaul) o de cambio de aceite. Si el límite no es excedido, no se requiere de alguna acción de mantenimiento y el intervalo puede ser extendido.
La evaluación de los resultados del análisis de aceite basada en límites absolutos tiene numerosos beneficios. Por ejemplo, proporciona un manejo sencillo, una orientación rápida y puede ser estadísticamente confirmada. Sin embargo, hay algunas limitaciones como, por ejemplo, que es válida solo para intervalos definidos. No obstante, los límites absolutos son efectivos en muchos casos. Generalmente cuando se conocen los modos de falla y las causa raíz, o los requisitos en las propiedades del aceite están claramente definidos y cualquier cambio en ellos están asociados directamente a problemas durante la operación de la máquina.
El entorno operacional y los objetivos del análisis de aceite son también muy importantes. Si las muestras son tomadas siempre durante el cambio de aceite y el objetivo del análisis del aceite es determinar acciones correctivas o problemas futuros, el establecimiento de límites absolutos determinados estadísticamente será suficiente para la evaluación.
Mientras mayor sea el intervalo de drenaje y mayor la prioridad de un enfoque proactivo para un cambio de aceite, mayor será la importancia del establecimiento de límites basados en la tendencia. Esto es especialmente cierto para parámetros del análisis de aceite que están en función del tiempo.
Los límites basados en tendencias tienen algunas ventajas, incluyendo una evaluación más detallada, una mayor consideración de los resultados históricos y las condiciones de operación y la detección temprana de problemas futuros.
Por supuesto, la evaluación basada en tendencias solo es efectiva si se tienen suficientes resultados de muestras anteriores. El procedimiento y el puerto de muestreo tienen un efecto significativo sobre los resultados finales del análisis de aceite. Para la evaluación basada en tendencias, la muestra debe ser siempre tomada en el mismo puerto y con el mismo procedimiento. Si las condiciones de operación y mantenimiento cambian, deben ser tomadas en cuenta, ya que pueden afectar las líneas de tendencia. Para la gran mayoría de las muestras tomadas en campo, una combinación de ambos métodos parece ser el mejor enfoque.
Definiendo el conjunto de pruebas adecuado
El análisis de aceite puede ser comparado con un rompecabezas donde cada pieza está relacionada con una prueba. Si solo se dispone de piezas individuales, no se podrá capturar la fotografía completa.
Factores como el envejecimiento del aceite, sus propiedades, los contaminantes o la información del desgaste, dependen de la aplicación donde la muestra fue tomada. El conjunto de pruebas adecuado, con los suficientes parámetros de evaluación, es importante, ya que debe ser capaz de proporcionar las respuestas correctas. Al mismo tiempo, el conjunto de pruebas deber ser lo más económico posible para apoyar el análisis de aceite basado en tendencias.
Metodologías estadísticas
Para la evaluación estadística de los límites basados en datos históricos, se pueden emplear dos métodos básicos: el control estadístico de procesos (SPC, por sus siglas en inglés) o el enfoque acumulativo.
Método SPC
El SPC es una metodología estadística para la optimización de los procesos de producción y de servicios. La teoría del SPC fue desarrollada por Walter A. Shewhart a principio de los años 1920. Shewhart definió dos mecanismos basados en la idea de que la calidad de un producto depende de la variación de cada una de las partes que conforman el producto. El primer mecanismo es una variante de origen común del promedio que es controlado y normal para el proceso. El segundo mecanismo es variación de origen especial que no es natural y que puede ser causada por fallas en la maquinaria o el material. Estos dos mecanismos son claramente identificados por un conjunto de parámetros que describen la calidad del proceso. Si el conjunto de parámetros está distribuido normalmente y el diagrama es en forma de campana, la desviación estándar puede ser aplicada para la definición de los límites.
De acuerdo con estos límites, es posible tomar decisiones si la variación es normal (origen común) o fuera de los niveles de control (origen especial). Para los procesos de producción, estas consideraciones han llevado a la introducción de las tarjetas de calidad, que contienen límites de control superior e inferior. Hoy en día, la metodología SPC es utilizada para controlar cualquier tipo de proceso. En el caso de límites de alarma basados en resultados históricos de las muestras, la desviación estándar es una herramienta muy valiosa.
Método acumulativo
Si la distribución de los resultados obtenidos no se adapta a una distribución normal, no se puede aplicar la desviación estándar. Este es el caso cuando la media y la mediana son diferentes, o la distribución es asimétrica, o es de dos modos diferentes.
Una distribución asimétrica de referencia cero es común para aplicaciones donde el aceite no es cambiado de acuerdo con intervalos definidos y los parámetros se incrementan con el tiempo. Los parámetros típicos incluyen desgaste, oxidación, número ácido, color y contaminantes. Una distribución de frecuencia asimétrica de alta referencia es normal para aplicaciones sin cambios de aceite fijos, pero con parámetros que comienzan con un valor inicial y van decreciendo en el tiempo. Aquí se incluyen parámetros como aditivos, número básico y viscosidad.
Además del parámetro, la aplicación del aceite tiene también un impacto en la distribución de los resultados. Esto significa que la distribución para cada parámetro o valor medido de un conjunto de resultados debe ser evaluado en detalle y que el mismo parámetro puede encajar en diferentes esquemas de distribución para varias aplicaciones.
Ejemplos prácticos
Los siguientes ejemplos demuestran cómo los límites basados en la estadística llegan a ser más precisos si la población se divide en dos tipos específicos de máquinas. En el segundo ejemplo, el análisis estadístico reveló modos de falla atrayendo la atención de las muestras con una causa de variación especial.
Límites para una caja de engranajes de una turbina eólica
La generación eólica ha experimentado un progreso tremendo durante los últimos 20 años. La potencia de las turbinas modernas se ha incrementado de 50 a 100 veces en comparación con los primeros modelos de los años 1990. Como resultado, las cajas de engranajes son mucho más grandes. Este progreso también ha impactado los requisitos de lubricación y las prácticas de mantenimiento. La tendencia para estas modernas turbinas ha sido hacia el uso de aceites sintéticos de alto desempeño. A pesar de que el precio de estos aceites es elevado, su estabilidad al envejecimiento es significativamente mayor, lo que proporciona oportunidades para disminuir los costos totales de mantenimiento, extendiendo los intervalos de cambios de aceite basados en los resultados del análisis del lubricante. Por supuesto, esto significa que los límites deben ser modificados.
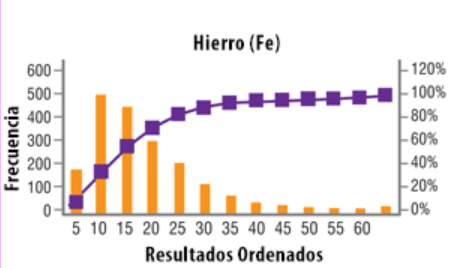
Figura 4. Ejemplo de la distribución del hierro en una caja de engranajes de una turbina eólica
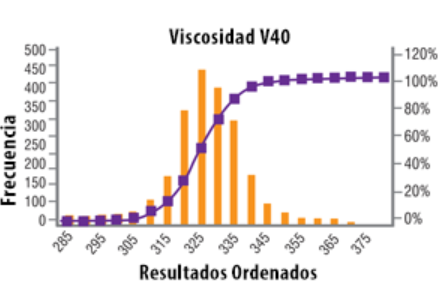
Figura 5. Ejemplo de la distribución de la viscosidad en una caja de engranajes de una turbina eólica
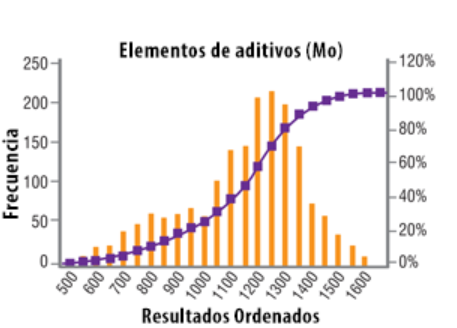
Figura 6. Ejemplo de la distribución de aditivo (Mo) en una caja de engranajes de una turbina eólica
Las figuras 4, 5 y 6 muestran la distribución de hierro como elemento de desgaste, la viscosidad como un importante parámetro para la formación de la película lubricante y molibdeno como parte del paquete de aditivos. La distribución del hierro es típica para una aplicación donde no se han definido intervalos de cambio. El contenido de hierro inicialmente es bajo, pero se incrementa con el tiempo debido al proceso normal de desgaste. Para esta frecuencia asimétrica de referencia cero, se debe aplicar el método acumulativo para definir los límites. El rango de hierro para esta cantidad de muestras es bastante pequeño, lo que indica que no se han incluido una cantidad significativa de muestras con variación por causas especiales. Este enfoque estadístico debe proporcionar límites razonables.
La distribución de la viscosidad es en forma de campana. La mediana y el promedio están en el mismo rango. Se puede utilizar el SPC y la desviación estándar para establecer límites de alarma. Los límites para este parámetro ya existen y están basados en los grados de viscosidad ISO. En este caso y para este tipo de aceite, los límites pueden ser definidos con mayor precisión de acuerdo con esta evaluación estadística.
La evaluación del molibdeno también muestra una gráfica en forma de campana, pero la distribución es ligeramente asimétrica de alta referencia y de dos modos. La mediana y el promedio son diferentes, lo cual indica que se debe seleccionar el enfoque acumulativo. La cantidad de muestras debe ser analizada para identificar aquellas con variación por causas especiales.
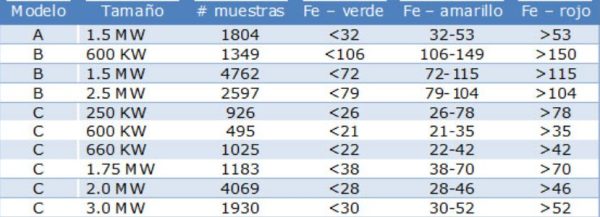
Figura 7. Límites de hierro para diferentes modelos de turbinas eólicas
La figura 7 muestra límites de advertencia de hierro para varios modelos de turbinas eólicas. Ilustra cómo los métodos estadísticos son mucho más precisos. Estos límites basados en la estadística pueden combinarse con limites basados en tendencias para ayudar a determinar si un incremento en los valores de hierro se encuentra dentro de un rango normal aceptable cuando se comparan con muestras anteriores.
Límites para mandos finales hidráulicos
Otro ejemplo son los mandos finales hidrostáticos. Estos son utilizados en los tractores de orugas en excavadores y en maquinaria agrícola. Las muestras de aceite son tomadas durante los cambios de aceite con intervalos fijos entre 1,000 y 2,000 horas. El objetivo principal del muestreo es para confirmar si se está utilizando el aceite correcto, si los niveles de contaminación están por debajo de los límites permisibles y si la tasa de desgaste es normal.
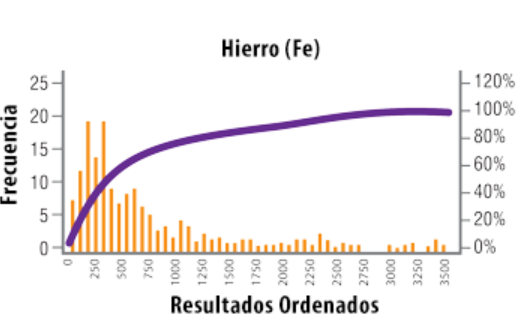
Figura 8. Ejemplo de distribución del hierro en un mando final
En general, el uso de límites absolutos es adecuado para la evaluación de los resultados del análisis de aceite en esta aplicación. La figura 8 muestra la distribución de hierro para un mando final. Los resultados fueron obtenidos de diferentes modelos del mismo fabricante y todas las muestras pertenecían a aceites del mismo tipo, pero de diferentes marcas. El objetivo principal de esta evaluación estadística fue el de establecer límites de desgaste más precisos.

Figure 9. Límites influenciados por variación por causas especiales
La figura 9 muestra los resultados utilizando el método acumulativo. Desafortunadamente, los nuevos límites obtenidos estadísticamente difieren significativamente de los límites usados actualmente basados en la experiencia. Los nuevos límites parecían estar demasiado elevados, sin embargo, esta estimación estuvo soportada por el rango inusual de la distribución de los valores de hierro. Un análisis más detallado sobre el último 20 por ciento de la distribución, reveló que los resultados del muestreo contenían una gran cantidad de variaciones asociadas a causas poco comunes. Se identificaron dos importantes e independientes efectos: una pérdida de viscosidad, ocasionada por contaminación con fluido hidráulico, y una alta concentración de silicio, indicando una elevada contaminación con polvo, ocasionada por daño en los sellos.

Figura 10. Límites típicos de hierro para mandos finales
La figura 10 muestra los limites estadísticos para los nuevos modelos del mismo fabricante. Estos son significativamente menores y corresponden con los niveles de desgaste previamente experimentados en condiciones normales de operación. Los dos problemas de la generación anterior de mandos finales fueron corregidos para esta nueva generación.
En resumen, es importante tener en cuenta que el aceite puede hablar y que los límites son herramientas esenciales para evaluar los resultados de los análisis de aceite usado para determinar la tasa de desgaste de las máquinas, la condición del aceite y los niveles de contaminantes potencialmente dañinos. Si bien la información de los límites puede provenir de diferentes fuentes, en algunos casos no se tiene disponible. Un conjunto de límites globales o genéricos no suele ser muy valioso para el monitoreo de condición. Dependiendo de la aplicación, limites absolutos o basados en tendencia, o una combinación de ambos, a menudos proporcionan los mejores resultados.
Steffen Bots, OELCHECK GmbH. Traducido por Noria Latin America