















En los últimos años, el término «revolución industrial» ha adquirido un nuevo significado, y muchos profesionales del mantenimiento han notado esta transformación. La Cuarta Revolución Industrial, caracterizada por la automatización continua de las prácticas industriales y de fabricación tradicionales, está generando importantes beneficios ambientales y económicos, y es evidente que la eficiencia de las máquinas seguirá progresando aún más durante la próxima década.
Este futuro interconectado suena maravilloso y tiene el potencial de llevarnos a un nuevo mundo donde las máquinas prácticamente no generan residuos y son capaces de comunicar el momento preciso en que necesitan atención. Sin duda, ese día llegará, aunque para ello tendremos que atravesar muchos desiertos y naufragar en lugares inesperados. Hoy en día, las máquinas aún sufren fallas inesperadas y se pierden millones de dólares en tiempos de inactividad. Ya sea en esa maravillosa nueva era que está por venir o en la actual, las máquinas seguirán envejeciendo y, finalmente, serán reemplazadas.
Quienes hemos visto una máquina o un componente deteriorarse por completo nos preguntamos qué se puede hacer para extraer unas horas más de servicio antes del reemplazo. El evento más notable de este tipo que he experimentado ocurrió en el altiplano boliviano a una altitud de más de 13,000 pies sobre el nivel del mar. Solo necesitábamos que la máquina durara 20 horas más (un poco más de un día de operación) para que los costos de finalización del proyecto se mantuvieran en los niveles planificados, pero las fugas de aceite en el tren motriz eran casi imparables. Usando aceite SAE 40, el consumo superaba los 50 litros por hora y el panorama era bastante desalentador. Fue en ese momento que un técnico superior, uno que había vivido innumerables batallas relacionadas con el mantenimiento, decidió mezclar brea con el aceite; las fugas se minimizaron y alcanzamos las 20 horas deseadas necesarias para completar esa parte del proyecto.
Aplicar un aceite químicamente igual, pero con mayor viscosidad, es una solución común cuando la máquina se acerca al final de su vida útil, ya que reduce el desgaste, las fugas y la fricción. En la mayoría de los casos, es necesario que la máquina siga funcionando en un régimen lo más cercano posible al ideal para que la línea de producción se mantenga sin pérdidas ni interrupciones en la producción.
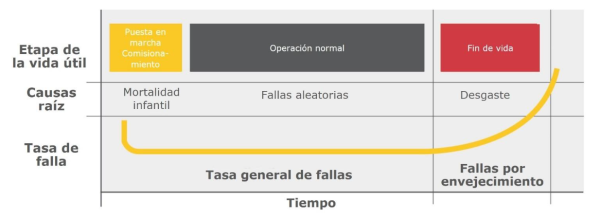
Figura 1: Curva de la bañera en función del desgaste de los componentes
En Estados Unidos, la edad promedio actual de la maquinaria depende del sector industrial y de su ubicación geográfica. Hay sectores que provienen de un auge económico con una edad promedio de la maquinaria cercana a los diez años. Sin embargo, en el otro extremo se encuentran industrias cuyos activos, como las cajas de engranajes, comenzaron a operar en la década de 1980. En muchos casos, esta maquinaria se encuentra bajo un programa de mantenimiento predictivo que utiliza tecnologías como análisis de vibraciones, termografía o análisis de aceite. Al utilizar el análisis de aceite como herramienta de mantenimiento, es relativamente fácil establecer límites para el desgaste de la superficie de los componentes cuando la máquina se encuentra en la fase plana de la curva de la bañera. Al desplazarse hacia los lados de la curva, los datos actuales se vuelven menos precisos y es muy difícil establecer esos límites. En años recientes, la curva de la bañera tiene una etapa inicial corta y simple, lo que significa que las máquinas experimentan una vida útil prematura corta y alcanzan su máximo desempeño rápidamente. Además, gracias a toda la tecnología disponible, hemos podido extender la vida útil de las máquinas, anticipando posibles fallas catastróficas y recuperando fallas antes de que sea demasiado tarde.
En el otro extremo de la curva en cuestión, podemos observar que los efectos de un mantenimiento adecuado, los avances en la mejora de componentes y los mecanismos de control de las máquinas han permitido prolongar al máximo su vida útil, aunque en muchos casos esto presenta una desventaja para el propio mantenimiento predictivo. ¿Qué razonamiento debería aplicarse en la zona de fallas de envejecimiento? Abordemos esta cuestión con un caso práctico.
Caso de estudio y aplicación de campo
En 2016, con una población aproximada de 80 cajas de engranajes y una buena trazabilidad de los informes de análisis de aceite como herramienta de mantenimiento, la Industria «A» era consciente de que estas máquinas ya estaban cerca de completar su ciclo de vida. Alrededor del 30% de este grupo de cajas de engranajes mostró signos de desgaste por envejecimiento y el tiempo de inactividad no programado posterior estaba directamente relacionado con fallas por envejecimiento. El 60% restante mostró evidencia de seguir la misma trayectoria que el grupo anterior, y el último grupo no mostró signos de envejecimiento muy agresivos. El departamento de Planificación y Programación estimó que tomaría entre 5 y 6 años reemplazar todas las máquinas con signos claros de haber entrado en la etapa final de su vida útil (90%). Esto significaba que sería necesario controlar y extender la vida útil de los activos durante los 5 a 6 años que tomaría reemplazarlos.
En este escenario, sería necesario utilizar todas las herramientas de mantenimiento predictivo, teniendo en cuenta esta etapa, en la que el desgaste era elevado y las holguras de la máquina habían aumentado. Esto implicaba recalcular los límites críticos de la maquinaria. La pregunta es: ¿cómo logramos nuevos límites de análisis de aceite según el estado de envejecimiento de máquinas como esta? ¿Cómo garantizamos que estos nuevos límites no afecten negativamente a la maquinaria y le permitan funcionar con la mayor normalidad posible sin sufrir paradas no programadas?
Si analizamos los datos de desgaste medidos en hierro (Fe) a lo largo de la vida útil del conjunto más representativo de estas máquinas, se pueden observar claramente las 3 zonas desde el punto de vista operativo.
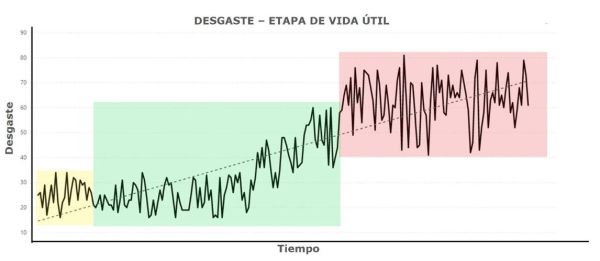
Figura 2: Valores de desgaste de hierro (Fe) de 80 cajas de engranajes analizadas
La superposición del gráfico de desgaste sobre la curva de la bañera (Figura 3) nos permite obtener una estimación de los valores de desgaste más representativos medidos en función del tiempo utilizando también como fondo la tasa de fallas, o lo que consideramos más cercano a la falla potencial de las cajas de engranajes que forman parte de este análisis.
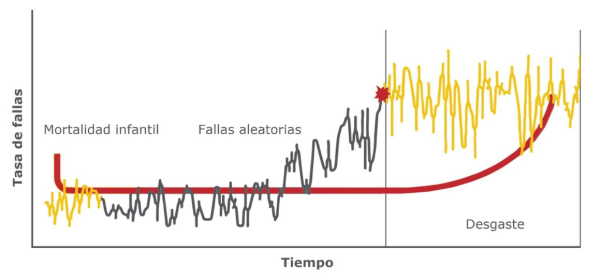
Figura 3: Valores medidos de desgaste de hierro (Fe) actualizados a la curva de la bañera
Hasta ahora hemos sentado las bases necesarias para demostrar los beneficios del análisis de aceite como herramienta de mantenimiento. Si se sigue una frecuencia de muestreo adecuada y se acompaña de una metodología analítica coherente, el mantenimiento puede sacar mucho provecho de esta técnica.
Al principio de este artículo, mencionamos que aumentar la viscosidad del aceite es una de las prácticas más comunes para mantener en servicio equipos que han llegado al final de su vida útil. En el gráfico anterior, se puede observar el punto de inflexión donde se lleva a cabo esta práctica, entrando en la zona de alto riesgo con el equipo aún en funcionamiento. Es al comienzo de este punto de inflexión que es necesario replantear los valores límite desde el punto de vista del desgaste, considerando que los valores anteriores ya no son adecuados. Si bien la viscosidad del aceite ha aumentado significativamente, en algunos casos, las cargas y el aceite también podrían aumentar durante el funcionamiento.
Existen un par de métodos estadísticos para determinar los nuevos límites críticos del aceite cuando el equipo entra en la última zona de la curva. Sin embargo, para comprender estas estadísticas es necesario aplicar el conocimiento adquirido durante muchos años de lectura de informes de análisis de aceite, visitas a instalaciones y conocimiento del desempeño y las condiciones de trabajo de la máquina.
Con base en este conjunto de variables, es posible determinar límites coherentes que permitan a quienes realizan el mantenimiento de la máquina utilizar el análisis de aceite como herramienta para tomar las medidas correctivas necesarias. Para definir los nuevos límites de hierro (Fe), se requiere la siguiente información:

- Tasa de desgaste de la unidad
- Promedio de la tasa de desgaste de los componentes analizados y comparado con una base de datos mucho más grande
- Comparación de distribuciones de los componentes analizados y comparación con una base de datos mucho más grande
De este modo, se obtienen nuevos límites críticos para el final de la vida útil del componente.
Cada uno de los elementos representados en las Tablas 1 y 2 cuenta con un análisis previo, no solo desde el punto de vista estadístico, sino también, como se mencionó anteriormente, con un análisis exhaustivo desde el punto de vista de la lubricación y el desgaste del componente. Cada uno de estos elementos se comporta de forma diferente y debe tratarse como tal. Por ejemplo, la variación y los límites determinados para un elemento como el hierro (Fe) no deben aplicarse a otros elementos, ya que su presencia depende de la aleación o del tipo de componente en el que se realiza el análisis.
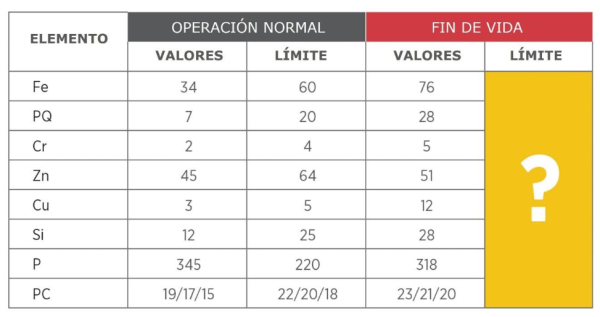
Tabla 1: Valores de análisis de aceite de las cajas de engranajes

Tabla 2: Valores límite para la etapa de la zona de envejecimiento
Además, es importante tener en cuenta que los valores reportados como Conteo de Partículas (PC) no se refieren únicamente a la contaminación sólida que pueda existir en el aceite en esta etapa, sino que también pueden indicar la generación de partículas de desgaste, las cuales desempeñan un papel mucho más importante. Cabe destacar que la contaminación sólida, medida como silicio (Si), no parece ser un problema en este caso, ya que en la mayoría de los análisis microscópicos se observó que las partículas de silicio son mucho más pequeñas y menos dañinas que las partículas metálicas típicas del desgaste de los componentes.
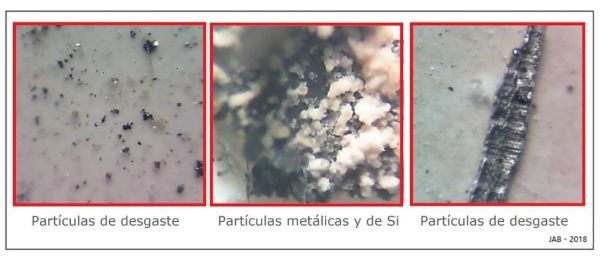
Figura 4: Desgaste y contaminación bajo el microscopio.
Una vez determinados los límites críticos para el análisis de aceite, es necesario continuar con el resto de las tareas relacionadas con la lubricación de las máquinas. Entre ellas, las más importantes son:
- Frecuencia de muestreo: En la fase plana de la curva de la bañera, la frecuencia de muestreo era trimestral. En este caso, se incrementa a bimestral. Es posible reducir la frecuencia de algunas pruebas, como la determinación del contenido de agua mediante Karl Fischer (ASTM D6304) y el AN (ASTM D664), e incluir estos análisis solo en una de cada cuatro muestras.
- Tareas de filtración: Esta es una de las tareas más críticas durante la fase de envejecimiento. Es necesario tener en cuenta que el cambio más significativo es el aumento del tamaño y la cantidad de partículas de desgaste. Esto indica que el consumo de filtros es mucho mayor, que el filtro debe retener mucho más material sólido, con un factor de acondicionamiento adicional, y que la viscosidad del aceite ha aumentado al menos un grado, o incluso dos grados en algunos casos. Esto también implica que algunos carros de filtración que ya estaban en funcionamiento probablemente deban reemplazarse o requerir alguna modificación para poder trabajar con viscosidades más altas.
- Filtros desecantes: Debido al aumento de las holguras en ciertas partes de la maquinaria, se ha observado que la vida útil de los filtros desecantes ha disminuido en aproximadamente un 30 %. Esto es bastante lógico, ya que el aumento de las holguras facilita la entrada de humedad, contaminando el aceite a un ritmo mayor de lo normal y agotando el material desecante del filtro con mayor rapidez.
Jorge Alarcón, Bureau Veritas Global. Traducción por Roberto Trujillo Corona, Noria Latín América