Comprender cómo proporcionar una lubricación adecuada a la maquinaria fija o móvil es importante para lograr una confiabilidad efectiva y el éxito económico del propietario.
Reconocer el tamaño real de las holguras o claros dinámicos (espesor) de los diferentes tipos de películas de lubricación que se forman entre los componentes con movimientos deslizantes y rotatorios, es esencial para una lubricación adecuada. El espesor de la película de aceite en la maquinaria se mide en micrones (µm), o una millonésima parte de un metro.
La Figura 1 muestra una imagen de un cabello humano utilizando un microscopio electrónico, que mide entre 70 y 100 µm (entre 0.003 y 0.004 pulgadas). El límite inferior de la visión humana es de 40 µm, aproximadamente la mitad del tamaño de un cabello humano. El límite inferior de la sensibilidad táctil humana es de 15 µm (0.0005 pulgadas).
Figura 1. Cabello humano
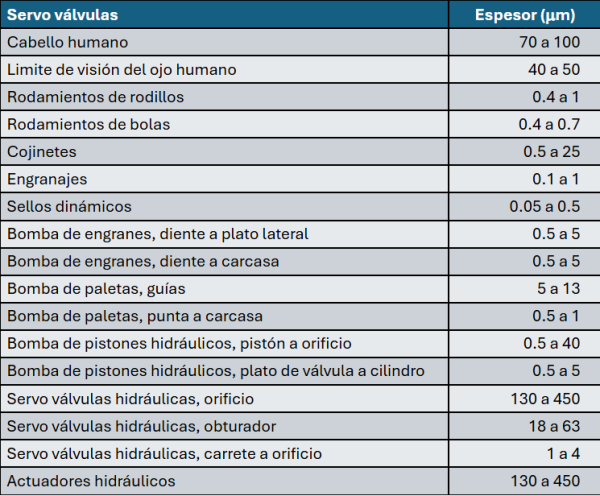
La Tabla 1 proporciona los espesores de película lubricante establecidos en aplicaciones mecánicas normales.
Tabla 1. Espesorde la película lubricante durante el funcionamiento normal
Algunas aplicaciones forman películas de aceite más gruesas, como los cojinetes deslizantes y los cojinetes hidrostáticos en motores de combustión. Sin embargo, en los motores aún existen casos de películas de aceite con holgura reducida, como en lóbulos de levas, anillos de pistón y anillos de lubricación, que funcionan con un espesor de película de fluido inferior a 1 µm.
El espesor de la película lubricante que se desarrolla en una aplicación mecánica influye en el mantenimiento habitual. Sin considerar dicho espesor, es probable que este solo evite la entrada de suciedad y partículas de desgaste visibles mayores de 40 µm.
Los contaminantes con un tamaño de entre 2 y 20 µm suelen ser los más dañinos, y excluir su entrada es necesario para mejorar la confiabilidad de la planta y su maquinaria.
Las pruebas de confiabilidad de R&T Lab indican que los contaminantes finos y duros en el ambiente transportados por el aire, cuyo tamaño varía entre 2 y 20 µm, causan entre el 80 y el 90 por ciento del desgaste anormal en la maquinaria lubricada con aceite y grasa.
Puntos de entrada de contaminación más frecuentes
En motores de combustión, compresores y sopladores, los contaminantes generalmente ingresan a través del sistema de inducción de aire limpio. En transmisiones por engranajes, diferenciales y sistemas hidráulicos, los contaminantes ingresan a través de los respiraderos (ecualización de la presión atmosférica). Las aplicaciones lubricadas con grasa suelen contaminarse durante el proceso de relubricación. En un entorno contaminado, la grasa puede transportar los contaminantes a la zona lubricada.
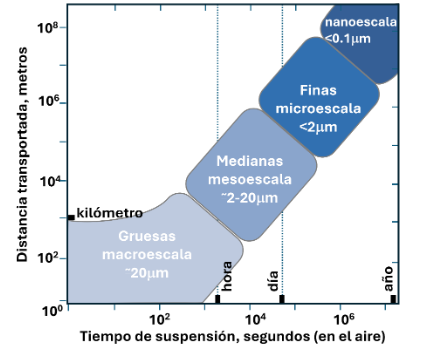
Comprender el comportamiento de los contaminantes en el medio ambiente es importante para seleccionar las medidas adecuadas de control de la contaminación. La Figura 2 muestra la distancia y el tiempo que las partículas finas pueden permanecer suspendidas en el flujo de aire normal. Los tamaños más dañinos de contaminantes duros son partículas de entre 2 y 20 µm, en el rango de mesoescala media, invisibles para el ojo humano. La Figura 2 indica que las partículas más grandes pueden permanecer suspendidas en el flujo de aire durante un kilómetro o más, lo que indica movilidad y la presencia continua de contaminación ambiental. Dichos contaminantes son previsibles incluso sin indicación visual. En resumen, el espesor de la película lubricante formada en la mayoría de las máquinas no será suficiente para proteger la aplicación si se permite que el flujo de aire ambiental normal tenga acceso sin filtrar al lubricante.
Figura 2. Recorrido de las partículas y tiempo de suspensión desde el punto de origen
Contaminación del ambiente para motores, compresores y sopladores
Si se aumenta la frecuencia de mantenimiento de los filtros para evitar la saturación, los filtros de la mayoría de los sistemas bien diseñados no se verán obstruidos por los contaminantes.
Al monitorizar aplicaciones de inducción de aire (como motores, compresores y sopladores), debe considerarse efectuar análisis del conteo de partículas, la viscosidad, la densidad ferrosa y el número ácido (AN) del lubricante a intervalos que permitan la inspección visual de cualquier cambio mediante un ferrograma o un análisis de partículas de desgaste. Esto garantiza que no se produzcan daños por desgaste antes de tomar la siguiente muestra.
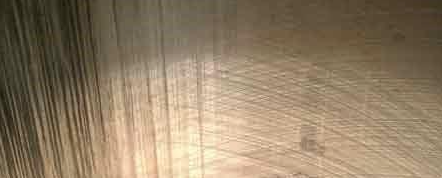
Las fotos de la Figura 3 muestran los anillos de pistón de una embarcación de patrullaje de 18 metros, que presta sus servicios en el puerto de Hong Kong. Esta aplicación está diseñada para funcionar en un entorno libre de polvo en alta mar, pero, como se muestra, la superficie de sellado del anillo de pistón ha sido dañada por finos cristales de cuarzo de sílice. Estos cristales se desplazan en el flujo de aire procedente de vertederos y obras de construcción por todo el puerto, y luego son absorbidos por los motores.
Figura 3a. Imágenes amplificadas 500X. Observe la marca de quemadura y la posterior delaminación de la superficie de desgaste. Observe el agrietamiento por fatiga de la cara de sellado del anillo de compresión, causado por partículas duras en los anillos del pistón a medida que los contaminantes ambientales pasan por el orificio. Los anillos de pistón de estos motores Detroit V12 396 se dañaban continuamente y requerían reemplazo cada cuatro a seis meses.
Figura 3b. Imágenes amplificadas 500X. Primer plano de la unión entre el lado no axial de la camisa y el lado axial. Observe cómo la penetración de contaminantes finos duros ha pulido las marcas de bruñido del lado izquierdo, dejando marcas donde el pistón ha introducido partículas duras en el orificio.
Figura 3c. Imágenes amplificadas1000X. Cristales de sílice (quizás cenizas flotantes debido a la forma) con tamaño entre 5 a 15 µm.Estas partículas finas y duras suspendidas en el aire se fueron tomadas de la parte superior de los anillos del pistón.
Transmisiones, engranajes y sistemas hidráulicos
Si se permite el ingreso de aire sin filtrar al interior de transmisiones, engranajes o sistemas hidráulicos, los ciclos térmicos repetitivos de la aplicación, al calentarse y enfriarse, harán que ingresen contaminantes del aire a la zona lubricada. La tasa de expansión de la mezcla de gases en el aire varía un 10 % por cada 10 °C de variación de temperatura.
A medida que la transmisión se calienta y enfría, el aire se expande y contrae, dejando los contaminantes dentro del sistema. Este proceso contamina el aceite y forma una mezcla homogénea que daña las superficies de la máquina, acelera la formación de partículas de desgaste y alarga el ciclo de desgaste.
El análisis del aceite utilizando el conteo de partículas, la viscosidad, la densidad ferrosa y el AN debe formar parte de todo programa de monitoreo de condición en transmisiones por engranajes, transmisiones o sistemas hidráulicos. Si se detectan anomalías, un ferrograma o un análisis de partículas de desgaste pueden detectar desgaste destructivo. Debido al flujo continuo de aire en los sistemas hidráulicos, los filtros respiradores deben seleccionarse asegurando el flujo de aire y la eliminación adecuada de partículas submicrón. Las transmisiones con engranajes también requieren contar con un filtro respirador de aire de alto desempeño.
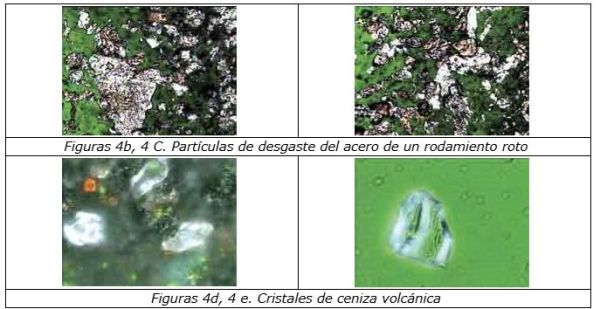
Las fotos de la Figura 4 muestran partículas de desgaste y contaminantes generados por contaminantes en el aire. Polvo común contaminado con ceniza volcánica fina ingresó al diferencial de la carretilla elevadora a través del respiradero. Esta contaminación provocó la falla del engranaje planetario del mando final.
Figura 4a. Carretilla elevadora con transmisión por engranajes
En otro ejemplo, se realizó una investigación para evaluar la contaminación en el ambiente en los respiradores de la caja de engranajes de una fábrica de moldeo por soplado de plástico de un año de antigüedad. El piso sellado con epoxi de la planta se fregaba dos veces por semana, lo que lo hacía más limpio que una fábrica promedio.
Figura 5a –Distribución de la máquina en el piso de moldeo por soplado de la fábrica
La Figura 5b, muestra la caja de engranajes del tornillo de la extrusora. Observe su estado de limpieza.
Figura 5b
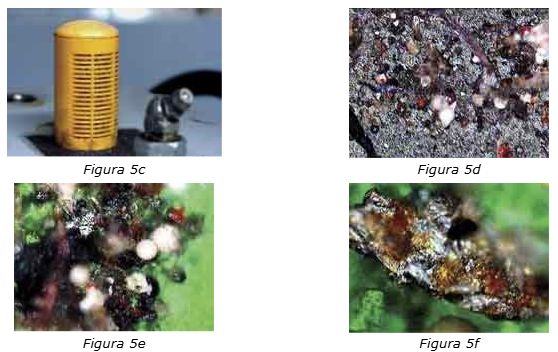
La Figura 5c muestra el respiradero de la caja de engranajes del tornillo de la extrusora. Se retiró el filtro del respirador, se lavó con disolvente superlimpio y se filtró el disolvente de lavado.
La Figura 5d muestra una vista general de la contaminación, con un aumento de 100X, extraída del filtro de ventilación de la caja de engranajes. Las Figuras 5e y 5f muestran las partículas con un aumento de 500X, que consisten en partículas de plástico, pelusas, fibras y suciedad.
Los depósitos de aceite de la caja de engranajes y de la transmisión generalmente se llenan hasta el 30 al 50 por ciento del volumen de la caja para proporcionar una lubricación adecuada y controlar la expansión, la formación de espuma y la agitación del lubricante.
La experiencia ha demostrado que la monitorización periódica del nivel de limpieza del lubricante puede proteger la maquinaria de la planta y controlar el desgaste y los daños prematuros.
Las tablas 2 y 3 muestran los niveles de limpieza de las máquinas monitorizadas para detectar desgaste anormal.
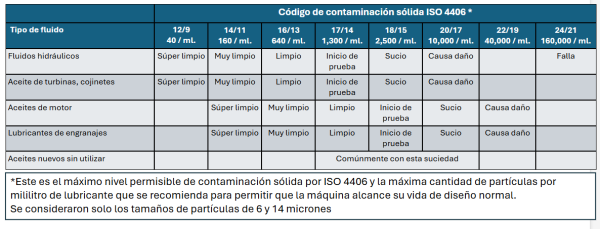
Mantener los niveles de contaminación en los lubricantes puede prolongar la vida útil de la maquinaria. Una vez que se alcanzan niveles de limpieza en la planta y los equipos, la vida útil del lubricante también se prolonga, reduciendo el desgaste prácticamente a cero. La Tabla 2 indica los niveles de limpieza requeridos en diferentes fluidos lubricantes para prevenir el desgaste.
Al identificar los niveles elevados de contaminantes, se pueden aislar las partículas contaminantes y eliminarlas siguiendo un par de pasos de mantenimiento. La eliminación del contaminante y los residuos de desgaste resultantes suele permitir que la maquinaria vuelva a su estado normal de desgaste. Posteriormente, mantener niveles bajos de contaminación suele prolongar la vida útil de la máquina.
Tabla 2. Se producirán daños en la maquinaria si se permite que los niveles de residuos y partículas de desgaste contaminantes alcancen el nivel de «inicio de prueba».
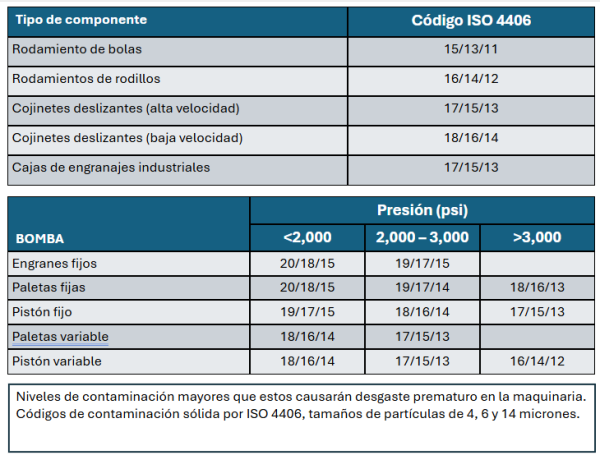
Tabla 3. Tipo de máquina y código de contaminación recomendado
Frecuencia de monitoreo de lubricantes y planta
Los fabricantes de maquinaria suelen sugerir un intervalo de muestreo de lubricante; sin embargo, esto debe usarse solo como guía. El usuario, a través del responsable de monitoreo de condición, es quien mejor puede determinar los intervalos de muestreo. Para determinarlo, debe plantear algunas preguntas pertinentes, como:
¿Cuál es el historial de fallas?
¿Cuánto cuesta una falla? ¿En reparaciones, pérdida de producción, vidas y seguridad?
¿Han cambiado las condiciones de funcionamiento, lo que supone un estrés adicional para la máquina?
En general, un intervalo de muestreo mensual o trimestral es adecuado para la maquinaria industrial. Las respuestas a las preguntas anteriores ayudarán a determinar el régimen adecuado. Al iniciar un nuevo programa, comience con un intervalo mensual y luego amplíelo según lo permitan los resultados de las pruebas y la experiencia.
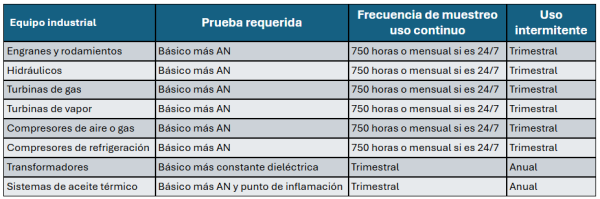
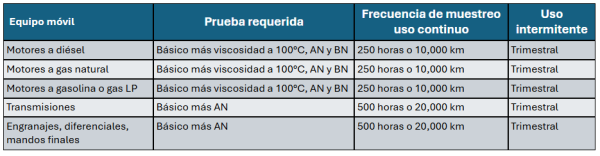
Las Tablas 4 y 5 ofrecen una guía inicial. Tras dos o tres resultados de pruebas, debería haber suficiente información para ampliar o acortar los intervalos según sea necesario, en función de los resultados del análisis. Las pruebas básicas deben incluir el conteo de partículas ISO, la viscosidad en cSt a 40 °C, el contenido de agua, la oxidación, la densidad ferrosa y los elementos de desgaste por espectrometría.
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
Tabla 4. Conjunto de pruebas y frecuencia de muestreo recomendada para equipos fijos Nota: Las pruebas básicas deben incluir conteo de partículas ISO, viscosidad cSt a 40 °C, agua, oxidación, densidad ferrosa y elementos de desgaste porespectrometría.
Tabla 5. Conjunto de pruebas y frecuencia de muestreo recomendados para equipos móviles Nota: Las pruebas básicas deben incluir conteo de partículas ISO, viscosidad cSt a 100 °C, agua, oxidación, densidad ferrosa y elementos de desgaste por espectrometría.
Rob Simmonds , R&T Reliability Technologies Pty Ltd. Traducción por Roberto Trujillo Corona, Noria Latín América