














Treinta años sin un cambio de aceite completo por lo general se consideraría imposible. En este caso, hubo relleno de aceite durante más de 30 años, lo que representó un poco más que el volumen del sistema en cada una de las dos unidades. Los parámetros de prueba para niveles de acidez (AN), conteo de partículas, agua y conductividad se mantuvieron dentro de las especificaciones con algunas excepciones. Se identificó barniz, pero no se realizaron pruebas de excepción como la colorimetría de membrana (MPC, por sus siglas en inglés) o el análisis espectrofotométrico cuantitativo (QSA, por sus siglas en inglés) para confirmar o cuantificar la cantidad de barniz. Por supuesto, los 30 años sin un cambio de aceite no vinieron sin consecuencias, como se descubrió después de que se completó el lavado del sistema y la limpieza química.

Figura 1. Aceite nuevo vs. aceite con 30 años.
El sistema y los componentes
La Cooperativa Eléctrica Seminole es una estación termoeléctrica de dos unidades de 1,300 megavatios al sur de Jacksonville, Florida. Los depósitos y sistemas electrohidráulicos de control (EHC, por sus siglas en inglés), son más grandes de lo normal, utilizando 9,000 litros (2,400 galones) de aceite por unidad. Tres bombas de tornillo de 640 lpm (170 gpm) están ubicadas dentro del depósito. Cuando se requiere, proporcionan un flujo de 580 libras por pulgada cuadrada (psi) al nivel de la turbina. Hay 10 válvulas de control y 10 válvulas de paro de los actuadores hidráulicos en las turbinas de alta presión, media presión y baja presión. Disponen de un filtro de flujo total de 25 micrones para los actuadores de la turbina, y de un filtro de remoción de ácido y un filtro de 1 micrón en un sistema de filtración externa fuera de línea (riñón). Dos calentadores de 2,400 vatios en el módulo de filtración mantienen uniforme la temperatura del aceite cuando el sistema está fuera de línea. Se suministra aire súper seco al espacio superior del depósito para mantener el nivel de humedad en el aceite. Los intercambiadores de calor mantienen la temperatura del aceite en el nivel deseado.
Lavado y limpieza del sistema
Debido a la complejidad y al tamaño del sistema, se contrató a una empresa externa para efectuar el lavado y la limpieza. Una unidad grande de bombeo/filtración de 1,150 lpm (300 gpm) proporcionaría la circulación. Se requirió de una gran cantidad de accesorios, bridas, mangueras y válvulas para lavar el sistema. Para un verdadero lavado a alta velocidad, el aceite se hizo circular a razón de cinco veces el caudal normal para lograr un flujo turbulento a través de la tubería y los componentes. Esto se logró haciendo el lavado en secciones o circuitos en lugar de lavar todo el sistema al mismo tiempo.
Para ayudar con el proceso de limpieza, el aceite se calentó y se efectuó un ciclo de temperatura. No se filtró el aceite durante el proceso de limpieza. Se realizaron conteos de partículas al principio del lavado para tener una línea de base y después de terminar cada proceso del sistema. Los conteos de partículas aumentaron rápidamente y luego comenzaron a estabilizarse conforme avanzaba el proceso. Después de que tres conteos de partículas consecutivos se mantuvieron estables o disminuyeron ligeramente, se detuvo el lavado/limpieza. Se drenó todo el aceite del sistema, se pasó aire a presión a través de la tubería para ayudar a eliminar el fluido atrapado, se limpiaron con trapo los componentes que pudieron abrirse, incluido el depósito. El tiempo era esencial, ya que el fluido comenzaría a gelificarse con forme se enfriaba, lo que dificultaría su eliminación y limpieza.
El ciclo de enjuague y el fluido nuevo
Después de drenar y limpiar todo el sistema, el depósito se llenó con un fluido base éster-fosfatado económico, que se usó para enjuagar y limpiar el sistema. Se usaron aproximadamente dos terceras partes del volumen del tanque o 6,000 litros (1,600 galones) para el enjuague. Esto se hizo de la misma manera que en el lavado, utilizando diferentes secciones o circuitos del sistema. Esta vez, el fluido se filtró a medida que circulaba por el sistema. Se tomaron conteos de partículas al final de cada ciclo completado del sistema. Una vez que se alcanzó el conteo de partículas deseado durante tres ciclos seguidos, finalizó el enjuague. Luego, el fluido de enjuague se drenó y se guardó en totes grandes para usarlo en el lavado de la segunda unidad. Se sopló la tubería y el depósito y todos los contenedores se abrieron y limpiaron con trapo. También se instalaron filtros nuevos y elementos de remoción de ácido. El sistema quedó listo para ser llenado con el fluido nuevo.
Del fluido EHC nuevo, 6,000 litros (1,600 galones) se habían transferido de tambores a totes y pasados por un filtro de 1 micrón durante varios días. Los 3,000 litros (800 galones) restantes se bombearon a través del módulo de filtración al introducirlo al depósito. Debido a que la unidad no se pudo poner en operación cuando se completó el trabajo, se mantuvo el módulo de filtración fuera de línea en sitio y se usó en el depósito durante la puesta en marcha del sistema y ajuste de la válvula. Una vez que los parámetros del conteo de partículas fueron aceptables, se eliminó el módulo de filtración y se trabajó solo con la filtración propia del sistema.
Cuando el sistema volvió a ponerse en operación, se detectaron algunas fugas menores y bridas flojas. Eran de esperarse algunas fugas por los cientos de accesorios y bridas que se habían abierto, puesto en derivación y reensamblado.
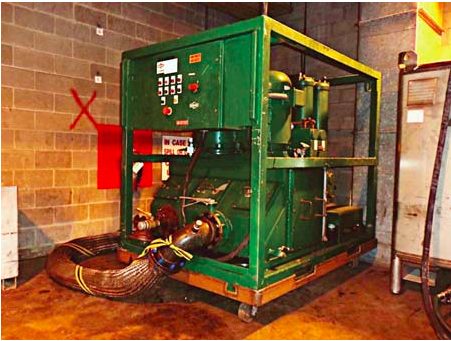
Figura 2. Unidad de bombeo/filtración utilizada para la recirculación del fluido durante el lavado del sistema.
Los resultados
El lavado de la segunda unidad se completó primero. Se contactó al fabricante del fluido, al laboratorio de análisis de aceite y otras personas para determinar qué pruebas podrían realizarse para determinar que las substancias utilizadas para la limpieza se habían eliminado completamente. Todas las pruebas indicaron que todo estaba bien.
Se esperaba que el nuevo lubricante se obscureciera ligeramente una vez que comenzara a circular, pero esto ocurrió mucho más rápido de lo esperado. Dado que el éster tiene propiedades de limpieza excelentes, se asumió que estaba eliminando la acumulación residual que quedaba después de la limpieza. Cuando el fluido continuó oscureciéndose más y más, se contactó al fabricante del lubricante para ver qué otras pruebas podrían realizarse para verificar si el sistema requería de una limpieza adicional.
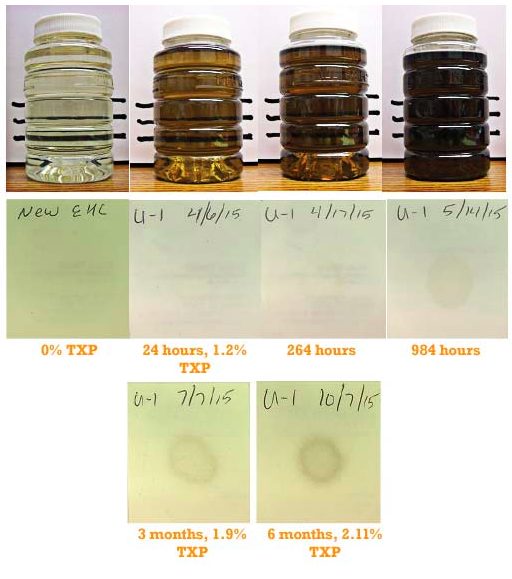
Figura 3. Prueba de la gota de aceite para determinar insolubles orgánicos y sólidos.
El lubricante anterior contenía fosfato de trixililo (TXP, por sus siglas en inglés) y fosfato de arilo, que el nuevo lubricante no contenía. El fabricante sugirió una prueba de cromatografía de gases para ver si estaba presente el TXP en el lubricante actual. De ser así, se podría pensar que se estaba eliminando el material residual de componentes del sistema.
La primera prueba para TXP en la segunda unidad se hizo en diciembre de 2014, aproximadamente ocho meses después de la limpieza. Los niveles de TXP llegaron a 2.2%. La próxima prueba para TXP fue en octubre de 2015. Los niveles de TXP eran ahora de 1.87%. La pregunta era si los niveles en realidad estaban disminuyendo o si los resultados estaban dentro del porcentaje de desviación para la prueba.
Después de la limpieza de la segunda unidad y de la prueba de TXP, se hicieron los preparativos para la primera unidad. Sus niveles de TXP a las 24 horas de circulación fueron de 1.2%. A los tres meses, los niveles aumentaron a 1.9%, y a los seis meses, aumentaron a 2.11%. Las pruebas se correlacionaron con un oscurecimiento del lubricante, así como un aumento en los anillos de la prueba de la gota de aceite, el color y el peso de las membranas por MPC. Aunque los conteos de partículas estaban dentro del rango especificado, solo se medían las partículas mayores de 4 micrones. Era evidente que estaban involucradas partículas por debajo de un micrón, que la filtración normal no eliminaría.
El siguiente paso en el proceso requerirá pruebas especializadas para determinar la composición de las partículas. Saber si la composición incluye subproductos de oxidación, sustancias inorgánicas o carbón/hollín procedente de microdieseling, será fundamental para elegir el mejor método para eliminarlo del fluido. Los filtros de profundidad, la filtración electrostática y una mezcla especializada de resinas de intercambio iónico son algunos de los métodos generalmente considerados para la eliminación de barnices o partículas por debajo de un micrón. Cada método tiene algunas ventajas sobre los demás dependiendo del tipo de partículas.
El problema con un depósito de 9,000 litros (2,400 galones) es la velocidad de respuesta que se tiene cuando se utiliza filtración externa o tipo riñón. En la mayoría de estas tecnologías, se requiere de un flujo más lento a través de las medias o elementos filtrantes para que funcionen correctamente. Un sistema de 38 lpm (10 galones por minuto) solo pasaría seis veces por el filtro los 9,000 litros (2,400 galones) del depósito, en un período de 24 horas. Normalmente, con filtración externa o tipo riñón, se cree que pasar siete veces el volumen del depósito por el filtro es equivalente a pasarlo una sola vez por un filtro de flujo total. Anticipándose al problema, como se sugiere que el volumen del depósito sea filtrado completamente al menos tres veces en un día, se requeriría de un sistema de 114 lpm (30 galones por minuto) o varios sistemas pequeños que funcionen en paralelo.
En conclusión, la ley de consecuencias no intencionadas, que establece que las acciones siempre tienen efectos no anticipados o no intencionados, vuelve a ganar. Al realizar una práctica aceptada en la industria de limpieza química y lavado de alta velocidad del sistema, se descubrió que la edad del sistema y la acumulación de suciedad eran un problema. Una vez que se identifica la composición de la partícula, puede reducirse o eliminarse su fuente, y el proceso de limpieza del sistema puede comenzar. ¿Será que el sistema requiere de limpieza total de una sola vez o de una filtración constante y especializada para mantenerlo en perfectas condiciones? Solo el tiempo lo dirá.
Noria Coproration. Traducido por Roberto Trujillo Corona, Noria Latín América.