














El análisis de los lubricantes del tren motriz con el fin de detectar fallas y patrones de desgaste anormales es una práctica útil en aplicaciones de equipos móviles. Desafortunadamente para muchos usuarios, estas técnicas no siempre se transfieren con éxito a aplicaciones de equipos estacionarios. En los últimos años, se han avanzado nuevos enfoques y técnicas para mejorar la detección de fallas incipientes y de desarrollo en rodamientos y unidades de engranajes mediante el análisis de partículas.
A diferencia de la aplicación de cualquier tecnología nueva o emergente singular, estos nuevos métodos son más sistemáticos y funcionales. Comienza con mejoras en el proceso de muestreo para enriquecer los datos y continúa mediante el uso de estrategias y tácticas específicas. Una vez con firmada la detección, la fase analítica final implica la identificación de partículas de desgaste utilizando técnicas clásicas y avanzadas.
Al igual que muchos esfuerzos, el éxito depende más de la calidad de ejecución que de la fortaleza de las tecnologías subyacentes. Esta idea se puede concluir del hecho de que, si bien se ha avanzado una gran cantidad de nuevos conocimientos y tecnología, para la gran mayoría de las organizaciones industriales que emplean el análisis de partículas de desgaste, poco ha cambiado en sus herramientas o enfoque.
Por lo tanto, parece que algunos han encontrado un éxito extraordinario incluso con las herramientas y técnicas más básicas, mientras que otros, que han invertido en instrumentación de vanguardia, no han experimentado nada más que frustración y desilusión.
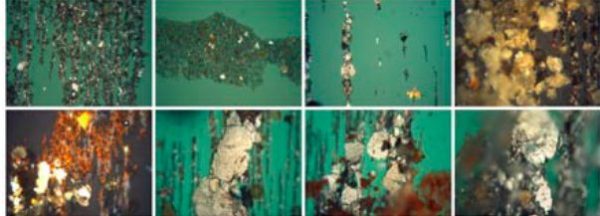
Figura 1. Imágenes de partículas de desgaste, cortesía de los laboratorios Herguth
Estrategias de análisis de partículas de desgaste
El objetivo común cuando se trata de análisis de partículas de desgaste es lograr el mayor nivel de confiabilidad de la máquina al menor costo posible. Sin embargo, para alcanzar esta meta, varios objetivos subsecuentes deben ser sistemáticamente focalizados y logrados. Estos objetivos se denominarán estrategias y, en resumen, definirán la vía para aplicar el análisis de partículas de desgaste para lograr la confiabilidad de la máquina. Las estrategias más importantes se indican a continuación.
Detecte las fallas temprano: para minimizar el costo de reparación y la interrupción general del negocio como resultado de la falla de la máquina, los problemas deben detectarse en la etapa más temprana posible. Con esta simple estrategia, los usuarios son conscientes de que los problemas pueden ser detenidos con frecuencia “sobre la marcha” si no se han vuelto demasiado avanzados o complejos.
Cuando queda poco tiempo y una pequeña anomalía en la condición ha llevado a una extensa destrucción de la superficie interna, quedan pocas opciones, incluida la solución rápida. Por el contrario, la detección temprana de fallas en su etapa incipiente a menudo deja un remedio de bajo costo, planificado y manejable.
Identifique la fuente precisa de la falla: el componente o la parte enferma a menudo es difícil de identificar sin desarmar la máquina y realizar una inspección interna de su estado. Muchas tecnologías y
métodos analíticos diferentes, además del análisis de partículas de desgaste, ayudan a aislar o localizar el problema en un solo componente o parte interna. A menudo, el desgaste de la superficie se confirma solo cuando finalmente se identifica la función de forzamiento.
Identifique la función que lleva a la falla: las máquinas que se operan y reparan de manera similar tienden a desgastarse y fallar de la misma manera. Cuando se ha identificado una condición de desgaste anormal, reemplazar el componente (como un cojinete o una bomba hidráulica) sin abordar la causa o la función que lleva a la falla generalmente dará como resultado una falla futura idéntica con consecuencias similares.
Tratar los síntomas en lugar de la causa es un desperdicio y no es la mejor práctica. En consecuencia, las actividades que buscan sistemáticamente y corrigen las condiciones que conducen a la falla, incluidas las que están detrás de cualquier condición de desgaste anormal identificada, son las estrategias más confiables.
Definir la vida operativa restante
Independientemente de la tecnología implementada, es difícil obtener buenas estimaciones de la vida residual de la maquinaria en funcionamiento. Dicha información se considera valiosa para definir las medidas correctivas y la urgencia. Cuando se combina con toda la información condicional disponible, el análisis de partículas de desgaste puede ayudar a estimar cuánto ha progresado el desgaste y el tiempo de respuesta mínimo necesario.
Tácticas de análisis de partículas de desgaste
Con el objetivo y las estrategias del análisis de partículas de desgaste definidas, es hora de profundizar en los detalles de cómo la información sobre la salud de una máquina emerge del aceite y cómo es interpretada por el analista. A menudo son estos detalles o tácticas los que determinarán si el programa logrará un verdadero éxito. No hace falta decir que aquellos que se nieguen a molestarse por tales detalles se encontrarán con un resultado o destino decididamente diferente. Estos detalles se denominarán tácticas y se describen a continuación.
Mejorar la calidad, capacidad de entrega y densidad de los datos.
Es común introducirse al análisis de datos de metales de desgaste que no exhiben tendencias consistentes o explicables. Los datos pueden parecer frágiles, moviéndose erráticamente sin ninguna razón aparente. Hay otras ocasiones en que las tecnologías adicionales de mantenimiento predictivo (PdM, por sus siglas en inglés) confirman un problema, pero no aparece ninguna indicación medible del análisis de desgaste del metal.
Gran parte de estos resultados son causados por la mala calidad de los datos asociados con el proceso de muestreo o los análisis. En otros casos, los datos son demasiado débiles o se pierden en la región de ruido. La mayoría de estos problemas pueden superarse empleando técnicas y tácticas modernas, por ejemplo:
Falsos positivos: esto puede ocurrir debido a la entrada accidental de contaminantes ambientales o la contaminación cruzada de un aceite o líquido (ya sea en el instrumento, incluidos sus solventes / reactivos, o desde el dispositivo de muestreo). Los contaminantes que ingresan durante el proceso de muestreo desde el entorno de trabajo pueden controlarse mediante el uso de procedimientos de muestreo que no exponen el interior de la botella o su tapa al aire ambiente. Se recomienda el método de muestreo de aceite limpio y el uso de botellas de muestreo con nivel de limpieza adecuado.
Las bombas de muestreo y las sondas deben manejarse con cuidado utilizando los procedimientos adecuados para evitar la mezcla de la muestra actual con aceites previamente muestreados. Esto puede ocurrir, por ejemplo, cuando se extrae una manguera de una bomba de vacío, dejando partículas en el sello, que pasa a la siguiente manguera insertada. Para el muestreo de zonas vivas, las válvulas de muestreo deben enjuagarse completamente antes de extraer la muestra.
Una de las causas más comunes de falsos positivos ocurre cuando el sedimento del fondo se introduce en las botellas de muestreo. Esto puede resultar en el depósito de partículas viejas que se malinterpretan como producción actual de metal de desgaste.
Falsos negativos: el principal culpable de los falsos negativos es también el proceso de muestreo. El muestreo debe realizarse para maximizar la densidad de datos, lo que significa que las muestras tomadas en zonas inactivas de compartimientos de fluidos o en tuberías ciegas con fluido estancado exhibirán bajos niveles de metales de desgaste. Las muestras tomadas mientras una máquina está en reposo o durante períodos de cargas anormalmente bajas pueden mostrar falsos negativos.
En los sistemas hidráulicos se producirá un sobrevuelo de partículas de desgaste si se toman las muestras de líneas de alta velocidad con flujo laminar, a 90 grados de la trayectoria del flujo. En tales casos, las partículas de desgaste más grandes (más de cinco micrones) pueden no ingresar a la botella en absoluto o en concentración diminuta.
Con respecto a las tendencias de metales de desgaste, es un error tomar muestras aguas abajo de los filtros, lo que permite que se eliminen datos importantes del aceite antes del muestreo. Igualmente, deficiente es el proceso de muestreo de grandes depósitos centralizados como turbinas de vapor, lubricantes para máquinas de papel y sistemas hidráulicos. Los grandes volúmenes de aceite en estos tanques diluirán las concentraciones del metal de desgaste a niveles a menudo inferiores a los límites de detección del instrumento. Se prefiere el proceso de muestreo de líneas de retorno de zonas vivas y cabezales de drenado de rodamientos.
En el laboratorio, la falta de agitación adecuada de una muestra puede conducir a falsos negativos. Es bien sabido que algunos espectrómetros de emisión atómica tienen poca sensibilidad a partículas mayores de cinco micrones, un rango de tamaño asociado con el desgaste avanzado.
Normalización de datos: con el análisis de elementos y densidad ferrosa, el nivel y la tendencia de los metales de desgaste están influenciados tanto por la edad del aceite como por la tasa de relleno. Durante el funcionamiento normal, el aceite a menudo se pierde por la combustión o las fugas, lo que se lleva consigo los metales de desgaste. El aceite de relleno nuevo diluirá efectivamente la concentración de las partículas restantes.
Además, debido a que la mayoría de los espectrómetros elementales de laboratorio están predispuestos hacia partículas que son más pequeñas que los filtros que generalmente eliminan (menos de cinco micras), las concentraciones estabilizadas de metales de desgaste a menudo nunca ocurren. A diferencia del conteo de partículas y el análisis de densidad ferrosa, el equilibrio del material no se logra entre la generación y la eliminación ( filtración, sedimentación, centrifugación) con espectroscopía elemental.
Por lo tanto, cuando se producen niveles de metales de desgaste en continuo aumento, incluso con condiciones de desgaste normales, puede perderse o subestimarse la verdadera tasa de relleno. Las gráficas basadas en el tiempo de las tendencias de metales de desgaste pueden ayudar a conciliar la influencia de la edad del aceite para representar mejor la tasa de cambio (pendiente cambiante). Informar sobre los metales de desgaste cada 100 horas en el aceite es otra forma de normalizar.
Reducción del ruido de los datos: el aceite sin filtrar o mal filtrado eventualmente dará como resultado concentraciones crecientes de partículas de desgaste. El problema se agrava mutuamente porque cuanto más sucio es el aceite, más contaminado está el aceite por la producción interna de partículas de desgaste y la destrucción de los sellos de exclusión de contaminantes.
Si bien es un buen consejo mantener lubricantes limpios desde un punto de vista de mantenimiento proactivo (acción positiva), es igualmente un buen consejo desde un punto de vista de mantenimiento predictivo (detección temprana de desgaste). De lo contrario, la señal de alarma se pierde “en la salsa”. Estas partículas concentradas resultan en un umbral de ruido alto, y cuando se produce una señal de desgaste incipiente, quedará “en el ruido” y se perderá (la relación señal – ruido es menor de 1:1). Este es un problema persistente que se encuentra en engranajes alimentados por salpique, lubricantes de cárter y cojinetes lubricados por baño.
Por el contrario, un aceite limpio no solo proporciona un entorno de lubricación saludable y no abrasivo, sino que también permite que la señal de desgaste (generación incipiente de partículas) quede por encima del nivel de ruido (la relación señal-ruido es mayor que 2:1). Cuando se mantienen los fluidos, y si el muestreo se lleva a cabo en zonas vivas (antes de los filtros, en las líneas de drenado de los cojinetes y en las zonas de flujo turbulento), la detección temprana de anomalías de desgaste generalmente se logra. A menudo es necesario el uso rutinario de sistemas de filtración portátiles o filtros tipo riñón para reacondicionarlos.
Definir la composición de las partículas de desgaste
Una vez que se puede establecer la confianza en la concentración y la calidad de los metales de desgaste en el aceite, se pueden establecer alarmas y límites apropiados. Estos pueden basarse en información estadística que caracteriza los antecedentes de desgaste normal y anormal del metal. Las alarmas también se pueden basar en la tasa de cambio, como se describió anteriormente.
En los casos en que se haya disparado un límite de precaución, la respuesta puede no ser más que un aumento en la frecuencia de muestreo y prestar más atención a otros datos no conformes o engañosos, como la temperatura y la vibración. Si las alarmas de precaución se repiten de manera sistemática o se activa una alarma crítica, se activa el análisis de partículas de desgaste.
Para localizar la fuente de la producción de metal de desgaste, la información sobre la composición es importante. Muchos métodos y tecnologías modernas están disponibles para lograr esto. Sin embargo, con demasiada frecuencia se malinterpretan y no se implementan o se implementan con poca frecuencia. Al conocer la metalurgia de la máquina y los metales de desgaste dominantes, se mejora la precisión en la definición de la acción correctiva, incluido el tiempo. Lo que sigue son algunos métodos que se han aplicado de manera confiable para “romper el código” en la composición de partículas de desgaste.
Espectroscopia de elementos: la mayoría de los laboratorios emplean el equipo de plasma inductivamente acoplada (ICP, por sus siglas en inglés) y espectrómetros de emisión de chispa. En muchas aplicaciones industriales, el sesgo del tamaño de partícula de estos instrumentos limita la precisión en la cuantificación de los niveles de desgaste activo de metales. Sin embargo, con excepción, a veces se emplean técnicas más avanzadas para mejorar el rango de sensibilidad con partículas grandes. Estos incluyen la digestión ácida, la digestión por microondas y los métodos de filtro rotrode.
Si las partículas de desgaste se recogen en una membrana o sustrato de vidrio, se pueden utilizar difracción de rayos X, uorescencia de rayos X, microscopía electrónica de barrido y otros instrumentos modernos para evaluar los componentes atómicos.
Flujo magnético e inducción: el uso de un poderoso imán puede ser instrumental para identificar la presencia de partículas ferromagnéticas. Los fabricantes de ferrogramas a menudo combinan la deposición gravitacional con la deposición magnética para distinguir la composición de los metales de desgaste. Se examina la alineación y ubicación de las partículas. Los métodos adicionales separan las partículas magnéticas de antemano y luego transfieren dos grupos de partículas (magnéticas y no magnéticas) a dos membranas para su análisis.
Sin embargo, no es raro introducir un imán permanente en movimiento debajo del filtrograma durante la microscopía. Las partículas que parpadean son magnéticas o tienen partículas incrustadas que son magnéticas. La tecnología de inducción magnética permite la detección de metales conductores en aceites y ofrece un rendimiento prometedor en el análisis de partículas de desgaste.
Tratamiento térmico y métodos ópticos: muchos laboratorios comúnmente aplican una variedad de trucos ópticos para ayudar a definir la composición de los metales de desgaste en ferrogramas y filtrosgramas. Estos incluyen el teñido de partículas con luz de color transmitida y la realización de análisis bajo polares cruzados mediante el uso de dos filtros polarizadores con planos de polarización mutuamente perpendiculares. Incluso los filtrogramas pueden examinarse utilizando luz transmitida aplicando una solución clarificante a las membranas de nitrato calentadas. La iluminación metalúrgica reflejada puede ser útil cuando hay partículas metálicas libres (reflectantes).
Si las partículas se encuentran en un sustrato de vidrio, un tratamiento térmico común puede ayudar al procedimiento. Algunos metales y aleaciones cambiarán de color o tono debido al calor (típicamente 330 °C durante 90 segundos) mientras que otros no. Por ejemplo, el cambio de color para los aceros de baja aleación resulta de una película de óxido refractivo en la superficie que se forma en las partículas bajo calor, proyectando un tono azul templado.
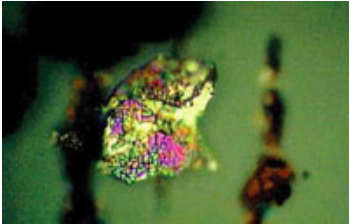
Figura 1. Partícula de Babbitt tratada térmicamente
Otros metales blancos (aluminio) pueden aparecer más brillantes o desarrollar un color moteado después del tratamiento térmico (Figura 1). Las aleaciones de cojinetes a base de plomo pueden derretirse y acumularse dependiendo de la temperatura y la composición. Debido a las variaciones en los efectos de color, luz y calor en la identificación de la composición de las partículas, los atlas de partículas de desgaste avanzados son cada vez más útiles para el microscopista.
Pruebas de impacto y microscopía química: algunas partículas son difíciles de identificar en ferrogramas y filtrogramas basados en la apariencia; y en tales casos, puede ser necesario usar métodos de destrucción mecánica y/o química. La microscopía química se usa ampliamente en la ciencia forense para identificar compuestos en áreas como la ropa, la piel y los agujeros de bala.
Es uno de los métodos implementados para identificar partículas de desgaste y otras partículas que se encuentran en los ferrogramas. Hay muchos productos químicos diferentes que se pueden aplicar; por ejemplo, el hidróxido de sodio diluido atacará al aluminio (se produce una efervescencia) mientras que el ácido nítrico convierte el bronce en herrumbre o corrosión.
Las pruebas de impacto se pueden aplicar a partículas más grandes. Usando una herramienta puntiaguda, las partículas en cuestión se presionan contra el ferrograma o la membrana y luego se examinan bajo el microscopio (Figura 2). Las partículas rígidas duras permanecerán intactas. Las partículas más friables serán aplastadas, mientras que otras pueden deformarse en forma plástica o simplemente mancharse bajo la carga.
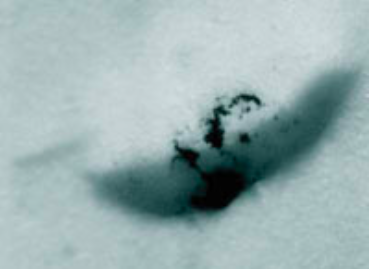
Figura 2. Imagen de partículas después de la prueba de impacto
Familias de elementos: la metalurgia exótica que se encuentra en la maquinaria moderna generalmente consta de numerosos compuestos de elementos. Cuando una superficie se desgasta, aparecen los elementos principales (hierro, plomo, cobre o aluminio). En muchos casos, los elementos complementarios (a veces llamados elementos menores y oligoelementos) también pueden estar presentes en el aceite.
La concentración relativa de los metales de desgaste ayuda a identificar la composición de las partículas y las superficies probables de las cuales emergieron. El conocimiento de la metalurgia de las máquinas es importante para la aplicación exitosa del método. El Babbitt, por ejemplo, puede tener muchos grados diferentes, cada uno con diferentes concentraciones de plomo, estaño, cobre y antimonio.
También hay muchos metales de aleación diferentes en el bronce y el latón. Las familias de elementos también se pueden utilizar para identificar pares tribológicos y la penetración destructiva de las superficies revestidas. Por ejemplo, la presencia de hierro y cromo (miembros de la familia) en un aceite de motor diésel surge de los contactos de fricción entre los anillos y las camisas.
Forma y textura de partículas: el microscopista experimentado puede recopilar grandes cantidades de información minuciosa para identificar la composición de las partículas de desgaste. Además de factores como el color, los efectos de luz, el tratamiento térmico y el magnetismo, la forma y la textura de las partículas de desgaste pueden contribuir con piezas importantes del rompecabezas.
Por ejemplo, para un ojo entrenado, la forma y la textura se pueden usar para distinguir entre restos de elastómero, polvo de carbón y magnetita (todos los cuales son negros).
Sin embargo, no todos los materiales se pueden identificar por su forma y textura; el enfoque a menudo sugiere más sobre lo que no es la partícula en lugar de lo que es. Las mejores interpretaciones resultan de la práctica, la capacitación y la disponibilidad de material de referencia confiable, como un atlas de partículas de desgaste.
Patrones y combinaciones: cuantos más datos e información estén disponibles para el analista, más confiable y completa será la interpretación. Mediante el uso de pruebas complementarias, a veces realizadas de manera excepcional, una conclusión puede cambiar a medida que se acumula la información y los hechos. Tomemos, por ejemplo, un caso en el que se detectan bajos niveles de partículas ferromagnéticas mediante el análisis de densidad ferrosa.
Cuando el aceite se prueba más tarde mediante análisis espectrométrico, hay una gran cantidad de hierro presente. Aunque se puede creer que es una contradicción imposible, podría deberse a la presencia de partículas de acero inoxidable u óxidos ferrosos no magnéticos comunes como la goethita (óxido).
Una tendencia ligada es un patrón en el que dos o más parámetros tienden al unísono, tanto en dirección como en velocidad. Por ejemplo, la tendencia de una causa de desgaste se ve en la tendencia ligada del efecto del desgaste. Además, la introducción de ciertos contaminantes a lo largo del tiempo puede mostrar tendencias ligadas, como en el caso del silicio y el aluminio del polvo de la carretera (Figura 3).

Figura 3. Después de 3,000 horas de servicio, la tendencia ligada de silicio y aluminio indica la entrada de tierra o polvo del camino
Definir el modo de desgaste
Una vez que se ha identificado la composición, las partículas de desgaste pueden contener información sobre el estado de la máquina. Sin embargo, el mecanismo de desgaste y la función que las causa pueden permanecer poco claros. Los intentos de hacer reparaciones o corregir problemas que no eliminan la causa real de la falla inevitablemente harán que el historial se repita. Este suele ser el caso cuando un aceite o cojinete se cambia prematuramente debido a condiciones de falla.
Se puede obtener poca información sobre el modo de desgaste o la causa raíz utilizando solo el análisis de elementos. Sin embargo, cuando se combina con la densidad ferrosa y la ferrografía analítica, a menudo surge una historia pictórica. La herramienta más importante es el microscopio, que es utilizado por un analista capacitado en tribología.
La causa raíz a menudo se presenta en el aceite, lo que hace que la interpretación del modo de desgaste sea un ejercicio simple. La contaminación con agua explica los óxidos rojos de hierro, mientras que el polvo de sílica es a menudo la causa principal del desgaste por corte y las plaquetas. Otras causas fundamentales relacionadas con el lubricante que podrían definir el modo de desgaste incluyen aceite inadecuado, altos índices de acidez (AN), dilución por combustible, agotamiento de aditivos y oxidación.
A veces, las tecnologías complementarias pueden detectar primero la causa raíz, como el análisis de vibraciones, al revelar el desbalanceo y la desalineación. Esta evidencia luego se con firma mediante análisis microscópico.
Definir la gravedad y la vida residual
La aplicación del análisis de partículas de desgaste para definir la vida útil restante todavía está evolucionando y queda mucho por aprender. Existe evidencia de que la tasa de cambio en la producción de metal de desgaste depende de la intensidad de la función de forzamiento o del avance general de la condición en sí. En ferrografía analítica, la experiencia con problemas pasados puede ser invaluable para reconocer las condiciones de desgaste anormales actuales y sus niveles de gravedad.
Muchos laboratorios mantienen ferrogramas pasados en archivo para cada máquina. Estos ferrogramas proporcionan una referencia rápida a los patrones de partículas de desgaste que caracterizan las condiciones normales y anormales. Además, diferentes organizaciones han establecido una serie de sistemas de clasificación que utilizan comparadores de imágenes para ayudar a simplificar el proceso.
Un gráfico (Figura 4) emplea la influencia del tamaño y la concentración de partículas de desgaste. El ferrógrafo de lectura directa también ofrece una escala de la concentración de partículas grandes y pequeñas.
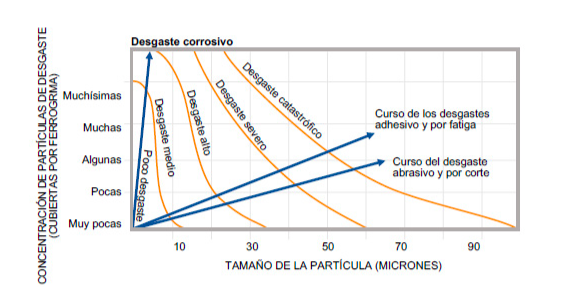
Figura 4. Severidad del desgaste caracterizada por el tamaño y concentración de partícula
Los cojinetes multiclad, como los que se usan comúnmente en aplicaciones de motor diésel/compresor y algunas turbomáquinas, pueden monitorearse mediante análisis progresivo de tendencias. La profundidad de penetración del desgaste puede estimarse en función de la etapa de la secuencia de la producción de metal de desgaste (revestimiento). En la Figura 5, la producción de plomo de la capa del cojinete comienza a atenuarse en el momento en que aumenta la tendencia del cobre (metal de bronce del cojinete). La severidad y el avance de la condición de desgaste es obvio.
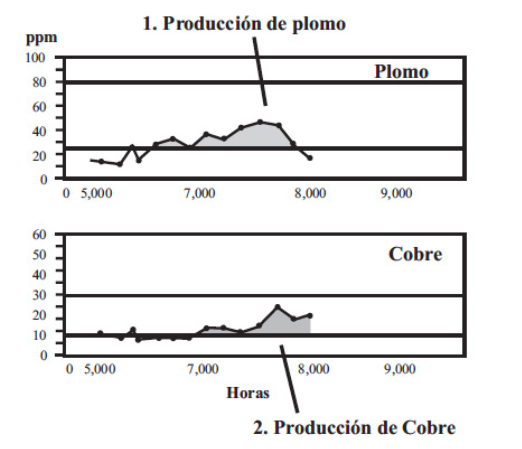
Figura 5. Tendencias secuenciales de cojinetes del motor
Resumen
Existen muchos estudios de casos excelentes que han validado la aplicación exitosa del análisis de partículas de desgaste en maquinaria industrial. Para estas organizaciones, los beneficios y ahorros que emanan de la mayor confiabilidad de la máquina son reales. El éxito en la implementación efectiva de dichos programas mediante el análisis de partículas de desgaste depende de muchos objetivos, estrategias y tácticas variadas. Juntos, forman un plan importante que puede depender más de la técnica y menos de la tecnología.
Para programas bien diseñados, el análisis de partículas de desgaste puede ser el sistema de alerta más penetrante y temprano de todas las tecnologías de mantenimiento en uso.
Noria Corporation. Traducido por Roberto Trujillo Corona, Noria Latín América.