














Uno de los mayores errores cometidos cuando alguien nuevo en el análisis de lubricantes diseña un programa, es esperar demasiado de su laboratorio. Esto no quiere decir que un laboratorio competente no pueda suministrar información vital sobre un programa de monitoreo de condición, sino que hay un error común el pensar que con el sólo hecho de llenar una botella de muestra y enviarla al laboratorio, garantiza un reporte detallado indicando qué una máquina está fallando, por qué está fallando y como evitar que falle de nuevo. El único elemento en este escenario que se pasa por alto es: ¿Qué pruebas debe realizar el laboratorio, y sí estas son suficientes para diagnosticar el problema?.
La mayoría de los laboratorios de análisis de lubricantes comerciales proveen botellas de muestra prepagadas. El costo de la botella cubre por lo general unas cuantas pruebas básicas de laboratorio como, por ejemplo: análisis de elementos metálicos, viscosidad y agua. Aunque estas pruebas son necesarias en una primera etapa, y que en muchos casos proporcionan información vital, deben ser consideradas como eso –una primera etapa. Entonces, ¿qué pruebas adicionales deben agregarse a estos ensayos fundamentales para proporcionar un paquete completo para cada tipo de componente?.
Algunos laboratorios pretenden cubrir estos aspectos ofreciendo paquetes, los cuales incluyen pruebas básicas y complementarias basadas en los tipos de equipos, como, por ejemplo: paquetes para sistemas hidráulicos y cajas de engranajes. Si bien este enfoque unidireccional tiene algún mérito y proporciona una simple y conveniente visión para asegurar que los aspectos básicos están cubiertos, todavía quedan algunos problemas con esta estrategia. La industria del análisis de lubricantes es sensible a los precios, por lo que añadir más pruebas incrementa los costos, lo que quizás excluya a algunos laboratorios por no ser competitivos en precios. Sin embargo, un paquete con muy pocas pruebas dará como resultado no poder detectar y diagnosticar algún problema. Seleccionar el paquete de pruebas correcto es el acto de equilibrar cuidadosamente la frugalidad (ahorro) y el sentido común.
El agua: el azote de nuestras máquinas
Inicialmente se seleccionan una serie de pruebas de rutina diseñadas para dar alertas tempranas de problemas potenciales. Estas pruebas de rutina pueden incluir pruebas estándar del análisis del lubricante, así como otras herramientas de diagnóstico como vibración, termografía, inspecciones visuales audibles u olfativas. Sin embargo, una vez que se detecta un problema, la primera pregunta que uno debe plantearse es “¿Cuál es la causa raíz del problema?” Luego, ¿puede ser corregida? Ahí es donde la segunda dimensión del análisis del lubricante juega su papel más importante. Si el paquete de pruebas de rutina no responde a estas preguntas, el alcance de las pruebas debe ser expandido hasta que se determine la causa raíz del problema –el enfoque del análisis de lubricante en 2-D.
La estrategia de 2-D del análisis de lubricante estáresumida en la Figura 1.
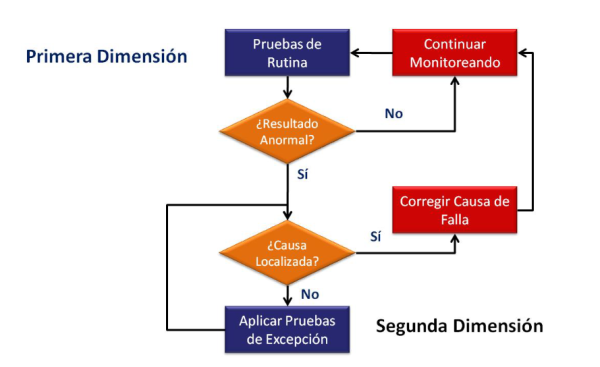
Figura 1. La estrategia de 2-D para el análisis de lubricantes
Pruebas de rutina – La primera dimensión
La mejor forma de establecer un programa de análisis de lubricantes es revisar la criticidad de cada uno de los equipos y decidir el tipo de prueba, las alarmas y la frecuencia de muestreo que requieren. A menudo esto necesita un exhaustivo estudio de lubricación. Este estudio permite que el paquete de ensayos sea diseñado de acuerdo con el entorno operacional del equipo, su aplicación y ciclo de trabajo. Para determinar esto, es muy útil realizar un análisis de modo y efecto de falla crítico (FMECA, por sus siglas en inglés), para identificar los problemas más comunes que puedan encontrarse, basados en el historial de cada equipo. Una vez desarrollado el análisis, la selección del paquete de pruebas, las alarmas y la frecuencia de muestreo serán relativamente sencillas y proporcionarán alertas tempranas y la capacidad de diagnosticar adecuadamente sin dañar el presupuesto.
Tome por ejemplo un sistema hidráulico que ha estado expuesto a un ambiente relativamente limpio y seco, pero que tiene un historial de fallas en servo- válvulas ocasionadas por depósitos de barniz como resultado de una operación a altas temperaturas. No tiene sentido incluir, por su costo, la prueba de contenido de humedad usando el ensayo de Karl Fischer como una prueba de rutina para sistemas hidráulicos, el cual nunca ha tenido problemas relacionados con la humedad. Una mejor opción sería seleccionar el número ácido para que alerte sobre la oxidación del aceite y permita el cambio del lubricante basado en condición antes de que el problema de barniz se presente. Es este análisis el que se requiere para seleccionar un paquete de pruebas de rutina que tenga sentido y sea efectivo.
Pruebas de excepción –La segunda dimensión
Aunque el paquete de pruebas debe ser seleccionado para proporcionar la mayor oportunidad para la detección temprana de un problema, es poco probable que en todos los casos diga la historia completa. Por ejemplo, una caja de engranajes puede tener un historial de fallas a causa de desgaste por fatiga, que requiere de un programa efectivo para monitorear cuando este problema se presente. La mejor forma para detectar el inicio de dicho desgaste es analizando las partículas utilizando ferrografía analítica. Sin embargo, no tienen sentido realizar mensualmente esta prueba que tiene un costo entre US $50 y US $100 por muestra, sólo para enterarse del inicio de una falla cuando el ferrograma muestre un desgaste adhesivo anormal. Existen otras pruebas más menos costosas, como análisis de hierro o densidad ferrosa, que proporcionan alertas tempranas del desgaste de los engranajes y así dejar la ferrografía analítica como prueba de excepción para ayudar a diagnosticar la causa raíz del problema.
Paquete de pruebas específico por tipo de máquina
Como era de esperarse, las pruebas de rutina y excepción deben seleccionarse con base al tipo de componente. Esta es la razón detrás de la cual se diseñan los paquetes específicos por componente ofrecidos por muchos laboratorios. Por ejemplo, los problemas que pueden ocurrir en un motor diésel no son los mismos que típicamente ocurren en un sistema hidráulico o en una caja de engranajes. Estas diferencias se reflejan en el paquete de pruebas para cada tipo de componente y son el resultado del análisis de FMECA, el cual debe ser realizado antes de definir las pruebas del programa. Como guía, las pruebas de rutina y excepción que deben ser incluidas en los paquetes específicos por componentes se presentan en la Tabla 1 y serán discutidas a continuación.
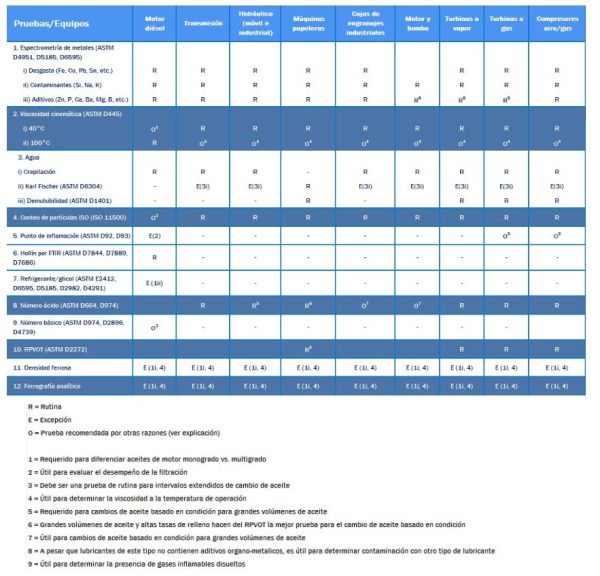
Tabla 1. Conjuntos de pruebas por tipo de equipo
Motores diésel
Los motores diésel son de diseño complejo con cientos de partes en movimiento. Los problemas más comunes están asociados con la degradación del lubricante (degradación por corte mecánico, oxidación, etc.) o con la contaminación.
Los contaminantes internos y externos más probables son polvo, refrigerante, combustible y hollín. Por esta razón, el paquete de pruebas debe estar enfocado en estos problemas porque son los que tienen más probabilidades de generarse. Cuando se observa un desgaste excesivo y la causa no puede ser atribuida a la degradación del lubricante o a una contaminación, la causa raíz no puede ser determinada; en este caso se recomienda un análisis detallado de las partículas de desgaste utilizando la prueba de ferrografía analítica.
En otras situaciones, pruebas como el número básico (BN) o conteo de partículas por bloqueo de poro pueden considerarse como de rutina; por ejemplo, cuando se quiere extender el intervalo de cambio de aceite o monitorear el desempeño de la filtración.
Transmisiones
Al igual que los motores, los componentes de las transmisiones son susceptibles a la degradación del lubricante y a la contaminación. Los posibles contaminantes incluyen el ingreso de polvo y el desgaste generado internamente. Típicamente el desgaste anormal comienza con la generación de partículas pequeñas (menores a 5 micrones), haciendo del análisis de elementos metálicos una herramienta efectiva para el monitoreo del desgaste, teniendo como respaldo la densidad ferrosa y/o un análisis completo de ferrografía analítica para caracterizar el desgaste cuando este es más severo. Algunas transmisiones tienen componentes fabricados con metales blancos no ferrosos, por lo cual se debe tener cuidado al realizar pruebas para el análisis de partículas de desgaste ya que están sesgadas hacia partículas ferromagnéticas (hierro y acero de baja aleación). Para estos componentes, es más adecuado realizar un filtrograma que un ferrograma para el análisis de las partículas.
La degradación del lubricante puede ser causada por corte o por oxidación, por lo que se requiere de un monitoreo cuidadoso de la viscosidad y del número ácido. Midiendo la viscosidad a 40 y a 100°C se puede determinar la viscosidad a la temperatura de operación. Esto es importante para algunos fluidos para transmisiones automáticas (ATF) que tienen una viscosidad cinemática a elevadas temperaturas cercana a los 4 cSt que es el límite requerido para soportar las cargas dinámicas.
Hidráulicos
La inmensa mayoría de los problemas hidráulicos son causados por la contaminación con partículas, ocasionado fallas en las bombas, válvulas y cilindros. Por esta razón, se requiere de un cuidadoso monitoreo y control de la contaminación con partículas utilizando pruebas de rutina de conteo de partículas, bien sea con microscopio o automático. Otras pruebas importantes son la viscosidad y el número ácido, para monitorear las condiciones del lubricante y realizar los cambios basado en condición, y el contenido de agua para sistemas que operan en ambientes de alta humedad relativa o presencia de agua.
Para tales sistemas, la prueba de agua por crepitación es adecuada para descartar su presencia, porque si se tiene el cuidado correspondiente al realizarla, esta puede detectar niveles tan bajos como 500 ppm. Sin embargo, estos resultados se deben respaldar con una prueba cuantitativa como la Karl Fischer, porque un alto contenido de agua de como resultado una degradación prematura del lubricante, agotamiento de sus aditivos y problemas operacionales, incluyendo cavitación vaporosa en la bomba.
Debido a que la mayoría de los sistemas hidráulicos contienen grandes volúmenes de aceite, el análisis espectrométrico de metales en poco efectivo para determinar los primeros síntomas de desgaste a menos que las muestras se tomen directamente a la salida del componente que se está desgastando. Por esta razón, se deben tomar precauciones cuando se seleccionen los puertos de toma de muestras en sistemas hidráulicos, ya que se pueden requerir de múltiples puertos de muestreo para un análisis de aceite confiable.
Máquinas de papel
La principal motivación para el muestreo del aceite de una máquina de papel (PMO) es para monitorear la condición del lubricante y su contaminación. Esto es particularmente cierto porque la mayoría de los sistemas de lubricación de las máquinas de papel contienen miles de litros de aceite, los cuales son normalmente cambiados entre 5 y 10 años, basados solamente en la condición de lubricante. En las pruebas de monitoreo de condición se debe incluir la prueba de oxidación en recipiente rotatorio presurizado (RPVOT, por sus siglas en inglés) y el número ácido para determinar el grado de oxidación del lubricante; la prueba de demulsibilidad para determinar la capacidad del aceite de separarse rápidamente del agua, la cuales un contaminante muy común en los sistemas de lubricación de las máquinas de papel; y el análisis espectrométrico de elementos para el seguimiento del agotamiento de los aditivos, particularmente el detergente y el inhibidor de herrumbre (corrosión), los cuales son susceptibles al lavado por agua.
Los contaminantes más comunes incluyen fibras, polvo y particularmente agua, la cual puede dañar todos los componentes, pero en especial los rodamientos. Por esta razón, es muy importante establecer los objetivos de limpieza y humedad y monitorearlos regularmente. En estos casos, la prueba de humedad Karl Fischer debe ser considerada de rutina en el muestreo de aceite de una máquina de papel (PMOs, por sus siglas en inglés), porque la mayoría de los sistemas de circulación son usados para suministrar lubricante a los rodamientos, donde los niveles de humedad deben mantenerse en el rango de 200 a300 ppm, para una vida óptima de estos componentes. Estos valores están por debajo de los rangos de detección de las pruebas de crepitación e infrarrojo por transformadas de Fourier (FTIR, por sus siglas en inglés).
Al igual que los sistemas hidráulicos, el análisis de las partículas de desgaste tiene un uso limitado debido al efecto de dilución, si el puerto primario de muestreo está ubicado en el tanque de aceite. Si se sospecha de un problema en un rodamiento específico o en un grupo de rodamientos (como, por ejemplo, aquellos donde el retorno de aceite al tanque se hace a través de un cabezal común), se deben tomar muestras en puertos secundarios e incluir el análisis de ferrografía analítica, los cuales pueden ayudar a determinar la causa raíz del problema. Sin embargo, como estás máquinas tienen cientos de rodamientos, el monitoreo de rutina de cada rodamiento es económicamente poco realista.
Cajas de engranajes industriales
Los problemas más comunes de las cajas de engranajes industriales provienen del desalineamiento, sobrecargas, falta de lubricación o lubricante incorrecto. El objetivo de cualquier programa de monitoreo de condición debe ser el de la detección temprana de los signos de estos u otros problemas identificados a través del proceso de FMECA. Para problemas mecánicos, la detección temprana de partículas de desgaste es de vital importancia, sin embargo, algunos problemas, aún en etapas tempranas, generan partículas grandes de desgaste (mayores que 5 micrones), las cuales no son detectadas en el análisis espectrométrico. Por esta razón, es recomendable incluir como pruebas de rutina, además del análisis espectrométrico, las relacionadas con la detección de partículas grandes como por ejemplo conteo de partículas o densidad ferrosa. Estas pruebas pueden respaldarse con una ferrografía analítica para obtener mayor información más precisa en el análisis de causa raíz del problema.
La mayoría de las cajas de engranajes industriales tienen depósitos con un volumen de aceite pequeño, por lo que no es necesario para el monitoreo de condición realizar la prueba del número ácido en forma rutinaria. Sin embargo, la espectrometría de elementos y la viscosidad son vitales para determinar la degradación del lubricante o identificar el relleno con el aceite equivocado.
A diferencia de los sistemas hidráulicos y los rodamientos sobrecargados, la contaminación del aceite típicamente tiene consecuencias menos graves, aunque el conteo de partículas, incluyendo del porcentaje de partículas ferrosas utilizando un contador de partículas por bloque de poro, indique una alerta temprana no sólo de partículas grandes de desgaste sino también del ingreso de contaminantes sólidos. Un conteo de partículas elevado y un bajo porcentaje de partículas ferrosas indica problemas de sellos o respiradores; mientras que conteo de partículas alto y un alto porcentaje de partículas ferrosas es una señal de una inadecuada lubricación (debido a una falta de lubricación o a un lubricante degradado o incorrecto) o a un desalineamiento. La humedad es un problema menor en la mayoría de las cajas de engranajes, por lo que la prueba de crepitación es más que adecuada.
Rodamientos de motores eléctricos y bombas
La mayoría de los rodamientos de los motores eléctricos y bombas operan a altas velocidades y requieren de un aceite limpio y en buenas condiciones. En este caso, el objetivo de un paquete de pruebas para el análisis de lubricante debe ser proactivo para monitorear la condición del aceite y su limpieza. Al igual que motores de combustión interna y transmisiones, los rodamientos de los motores eléctricos y las bombas poseen sistemas de lubricación de bajo volumen y son adecuados para el análisis de elementos metálicos como la principal prueba para detectar y analizar las partículas de desgaste.
Sin embargo, aparte de los problemas de desalineamiento (los cuales son mejor monitoreados utilizando el al análisis de vibración), las principales causa raíz de falla de los rodamientos de las bombas y los motores eléctricos son la condición del lubricante y su contaminación, lo cual requiere de un cuidadoso monitoreo de su viscosidad, agotamiento de aditivos, contaminación con partículas y agua.
Turbinas de vapor
La mayoría de los rodamientos de los motores eléctricos y bombas operan a Las turbinas de vapor, usadas en la generación de energía, suelen tener grandes volúmenes de aceite, que deben ser monitoreados cuidadosamente para determinar las condiciones del aceite, de forma tal que los cambios de lubricante puedan programarse durante una parada de planta. Incluso en una parada programada, debido a los grandes volúmenes de aceite utilizados en las turbinas, la optimización de los intervalos de cambio tiene una alta prioridad en un programa de análisis de lubricante. Por lo tanto, es vital la condición del lubricante, por lo que la viscosidad, el número ácido, la RPVOT y el agotamiento de aditivos son monitoreados cuidadosamente. El seguimiento del agotamiento de los antioxidantes a través de las pruebas de RULER y RPVOT, proporciona una de las mejores opciones, ya que estas están diseñadas para determinar la vida útil remanente del aceite.
Otros elementos clave para el mantenimiento proactivo del lubricante de una turbina de vapor, incluye el monitoreo de algunos factores que tienen influencia en la tasa de oxidación del aceite como son el calor y la humedad, así como la contaminación con partículas sólidas. Se recomienda en turbinas de vapor analizar anualmente todas las propiedades clave del lubricante. Las pruebas por realizar son la resistencia a la oxidación, el número ácido, corrosión, prevención a la herrumbre, características antiespumantes y de liberación de aire y demulsibilidad, todas incluidas en la norma ASTM D4378-13.
Para turbinas de vapor con sistemas electrohidráulicos de control (EHC, por sus siglas en inglés) que utilizan fluidos resistentes al fuego a base de éster fosfatado, se debe monitorear cuidadosamente el contenido de agua a través de la prueba de Karl Fischer y el número ácido, ya que estos fluidos son propensos a hidrolizarse. Igualmente, también se recomienda la prueba para determinar el potencial de barniz.
Turbinas a gas
Desde el punto de vista del análisis de lubricantes, las turbinas a gas son similares a las turbinas a vapor, excepto que están menos expuestas y de ahí que son menos susceptibles a la contaminación con agua. El objeto de cualquier paquete de pruebas para las turbinas a gas es similar al de las turbinas a vapor y están direccionados a monitorear la salud y contaminación del lubricante. La principal causa de degradación de turbinas a gas es la alta temperatura experimentada en este tipo de equipo.
De igual forma que con las turbinas de vapor, las pruebas de viscosidad, número ácido, RPVOT y agotamiento de antioxidantes deben ser consideradas como pruebas de rutina, así como la capacidad del lubricante de resistir la corrosión, especialmente la herrumbre. El estándar ASTM D4378-13 es aplicable tanto a turbinas a gas como vapor y debe ser considerada como un requisito de evaluación anual de los lubricantes de estos equipos.
Compresores
El término compresores abarca una amplia gama de componentes, desde los reciprocantes hasta los rotatorios, usados para comprimir cualquier cosa, desde aire, gases de proceso o de refrigeración. Por esta razón, su diseño y análisis de lubricantes varían considerablemente. Los compresores de tornillo inundados (de aceite) son usados comúnmente para comprimir aire y mezclan el aire con el lubricante, lo que requiere un monitoreo cuidadoso de la condición del lubricante. Esto incluye evaluar la viscosidad y el número ácido, porque la mezcla íntima de ambos elementos bajo las altas temperaturas de descarga de la mayoría de los compresores de este tipo hace de la oxidación una realidad altamente posible.
A pesar de que no tienen tanques de aceite muy grandes, muchos compresores utilizan aceites sintéticos mucho más costosos que los minerales, tales como ésteres o poliglicoles para operar en condiciones de alta temperatura y/o aspectos relacionados con la compatibilidad del gas con el lubricante. Por este motivo, el seguimiento de las condiciones del lubricante para los cambios de aceite basados en condición tiene una elevada prioridad.
Los compresores pueden contener diferentes tipos de componentes lubricados como engranajes, cojinetes planos (chumaceras, descansos, metales) y rodamientos y pueden estar en contacto con el rotor en compresores inundados. Por lo tanto, la limpieza del fluido es de suma importancia y debe ser monitoreada utilizando el conteo de partículas. Los compresores usados para comprimir líquidos o gases inflamables (compresores de metanol) requieren como prueba de rutina el punto de inflamación para determinar los niveles de contaminación. Al igual que con la mayoría de los componentes, se debe determinar la causa raíz cuando se presente un excesivo desgaste utilizando la prueba de ferrografía analítica para analizar las partículas de desgaste.
El éxito de un programa de análisis de aceite está entrañablemente ligado al paquete de pruebas seleccionado para cada tipo de equipo. Si las pruebas no suficientemente amplias, o en algunos casos poco sensibles, para proporcionar alertas tempranas sobre una condición anormal, el éxito del programa es poco probable. Sin embargo, la detección es justamente el primer paso. El valor real del análisis del lubricante está en explicar la causa raíz de un problema específico relacionado con el lubricante. Para alcanzar esto, es vital que el usuario del análisis del lubricante se mantenga un paso afuera de la rutina y dentro del mundo de la excepción, para poder tener un análisis de causa raíz efectivo y a tiempo.
Referencias
- Troyer, D. (2000, May-June). How to Lube Up Your FMEA Process.Practicing Oil Analysis. pp. 43-52.
- Thibault, R. (2000). Converting to Condition Based Oil Changes. Practicing Oil Analysis 2000 Conference Proceedings. Tulsa, Okla.: Noria
- Eliot, S. (1999, January-February). Fighting Bearing Failures with Additive Chemistry. Practicing Oil Analysis. pp. 21-22.
- ASTM D4378-13. Standard Practice for In-service Monitoring of Mineral Turbine Oils for Steam and Gas Turbines.
Noria Corporation. Traducido por Roberto Trujillo Corona, Noria Latín América.