Para la mayoría de los ingenieros, la frase «confiabilidad inherente» es prácticamente sagrada: una máquina sale de fábrica con un límite predefinido de su confiabilidad. Las prácticas de mantenimiento y operación pueden ayudar a mantener ese nivel, pero generalmente no pueden aumentarlo.
Pero ¿qué ocurre cuando una máquina nueva falla constantemente mucho antes de su vida útil prevista? ¿Qué sucede si treinta bombas centrífugas recién instaladas (todas unidades verticales multietapa API 610 VS6) comienzan a fallar con tiempos medios entre fallas (MTBF, por sus siglas en inglés) de tan solo tres meses? No es decepcionante, sino catastrófico.
Este caso práctico sigue lo que sucedió después. Es una historia sobre cómo desmentir suposiciones, diagnosticar a los verdaderos culpables y, finalmente, demostrar que cuando el diseño original de una máquina presenta fallas o no se adapta a su entorno, el rediseño no solo es posible, sino que es la única manera de restaurar la confiabilidad que el activo debería haber tenido desde el primer día.
En lugar de mantener la confiabilidad inherente, el equipo de ingeniería tuvo que restablecerla.
La situación: treinta bombas nuevas, trece sitios, un gran problema
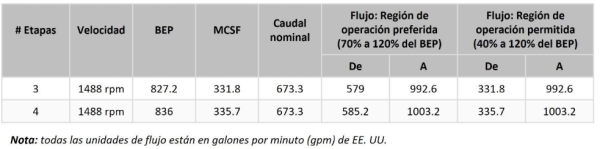
En trece instalaciones, cada un operando un par de bombas de servicio/reserva recién instaladas, todas las unidades compartían especificaciones comunes:
Tipo: Centrífuga, multietapa, suspendida verticalmente, de doble carcasa, diseño de difusor.
Estándar: API 610 VS6
Servicio: Petróleo crudo y agua producida
Etapas: Versiones de tres y cuatro etapas según el sitio
Tabla 1 – Especificaciones de las bombas centrífugas
Casi inmediatamente después de la puesta en servicio, comenzaron a aparecer fallas a un ritmo alarmante. Los técnicos se vieron obligados a retirar unidades tras tan solo unos meses, y en algunos casos incluso de forma preventiva tras solo unas semanas, debido a que la degradación era tan grave que se avecinaban fallas graves.
Las primeras inspecciones mostraron el mismo panorama en toda la flota: los componentes críticos de soporte del rotor se desgastaban mucho más rápido de lo que permitía cualquier entorno operativo razonable.
Qué estaba fallando – y qué tan gravemente
Fig. 1 – Daños observados en las bombas centrífugas
A medida que se acumulaban los datos de desmontaje, surgieron tres componentes como los puntos más problemáticos.
1. Bujes
Fig. 2 – Bujes de la bomba, originales del OEM (a) y “como se encontraron en las bombas” (b y c).
Estas fueron las primeras piezas que mostraron una degradación anormal.
Incluso las bombas retiradas de forma proactiva después de sólo un mes mostraron un desgaste excesivo.
El diseño no metálico basado en PEEK del OEM simplemente no sobrevivía.
2. Manguitos
Fig. 3 – Manguitos de la bomba, originales del OEM (a) y “como se encontraron” después de algunas semanas en servicio (b y c).
Se observó un desgaste desigual severo, consistente en varios sitios.
3. Anillos de desgaste del impulsor y de la caja
Fig. 4–Comparación entre los anillos de desgaste del impulsor nuevo originaly dañados (impulsor ycaja)
La gravedad del daño aumenta con el tiempo de uso.
Incluso las bombas con poco uso mostraron claros signos de desgaste prematuro.
Algo no estaba solo un poco mal: los modos de falla apuntaban a un problema mecánico e hidráulico sistémico.
Análisis de causa raíz: dos pruebas irrefutables
Un análisis de causa raíz completo reveló dos mecanismos principales que explicaban la corta vida útil de la bomba. Ambos eran graves. Juntos, devastadores.
Causa raíz N° 1: Operación muy fuera del BEP
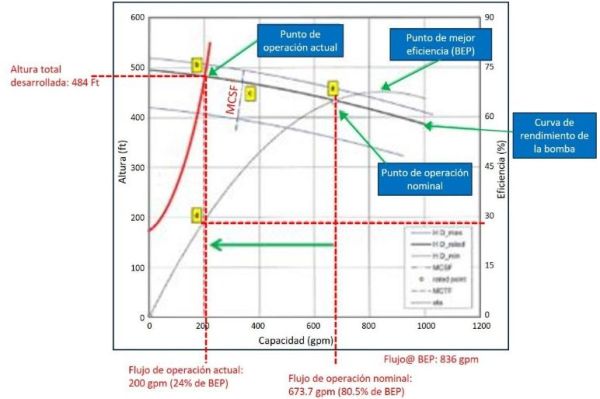
Los datos mostraron que todas las bombas operaban considerablemente por debajo de su Punto Máximo de Eficiencia (PME), entre el 26 % y el 49 % del PME, con un promedio de tan solo el 36 %. ¿Cuál es el rango preferido de API 610? Entre el 70 % y el 120 % del PME.
Correr tan fuera de la curva creó cargas hidráulicas excesivas, lo que se tradujo directamente en:
Carga lateral
Vibración elevada
Aumento de las fuerzas radiales en bujes y manguitos
Fig. 5–Ejemplo de la curva de rendimientode la bomba (altura vs. Flujo) y puntos de comparación confirmadosde la bomba. Punto de operación nominal (a), Punto de operación actual (b), Rango mínimo de flujo continuo estable (MCSF) (c) y la eficiencia real en el punto de operación actual (d)
No es de sorprender que esos componentes se desgastaran de manera desigual: recibían un duro golpe cada minuto que funcionaban.
Causa raíz N° 2: Sólidos abrasivos en el fluido bombeado
El segundo factor solo empeoró el primero: el fluido contenía niveles inesperados de sólidos abrasivos provenientes del yacimiento. Esto no se previó durante el diseño. Las partículas abrasivas actuaron como medios de molienda microscópicos dentro de cada interfaz crítica:
Superficies de bujes
Diámetros exteriores de los manguitos
Holguras de los anillos de desgaste
Figura 5. Ejemplo de severa acumulación de abrasivos
Ningún material ni geometría del fabricante original fue diseñado para resistir este entorno. En conjunto, estas dos causas principales garantizaban un fallo prematuro.
Explorando las opciones: ¿Qué se podría hacer?
Cuando todas las unidades defectuosas son nuevas, reemplazar las piezas con componentes similares es simplemente repetir el problema.
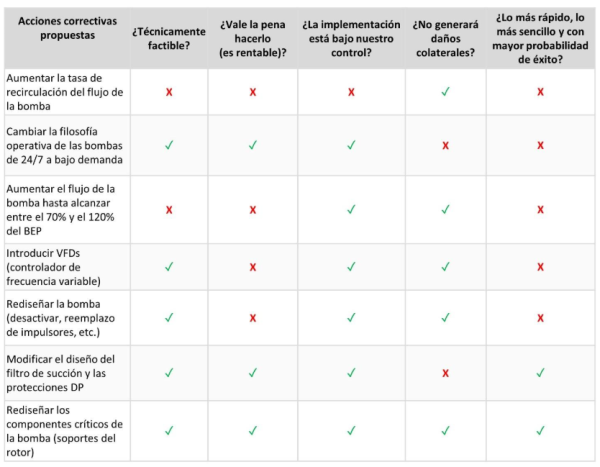
El equipo evaluó múltiples alternativas utilizando un marco de decisión multifactorial que ponderó:
Viabilidad técnica
Rentabilidad
Probabilidad de mitigar con éxito las causas raíz reales
La conclusión fue inevitable: las bombas requerían un rediseño de los componentes clave del rotor para sobrevivir tanto a la carga hidráulica como a los sólidos abrasivos.
No se trataba de «mejorar la confiabilidad mediante el mantenimiento».
Se trataba de corregir un desajuste en el diseño para que las bombas pudieran alcanzar la confiabilidad que exigían las condiciones de su proceso.
El rediseño: construir componentes que pudieran sobrevivir a la realidad
Se rediseñaron o actualizaron tres categorías de componentes principales.
Bujes nuevos
Los bujes OEM tenían una única ranura helicoidal y estaban hechos de PEEK, lo que los hacía inadecuados tanto para entornos de carga como abrasivos.
La solución:
Se reemplazó la ranura única por seis ranuras axiales para mejorar la absorción de carga y el manejo de sólidos.
Mayor profundidad y anchura de la ranura
Material mejorado a un compuesto con fibras de carbono en una matriz de carburo de silicio.
Figura 6. Comparación entre el buje original (a) y el diseño actualizado del buje (b y c)
Estos cambios abordaron tanto la carga hidráulica como la tolerancia a los sólidos.
2. Nuevos cojinetes de manguito
El material base siguió siendo A276-410, pero el equipo aplicó un proceso de endurecimiento de superficie especializado (TSC-NCB-2020-60) suministrado por un proveedor estadounidense.
Esta mezcla patentada de cromo, boro, carburos de tungsteno y níquel creó un manguito capaz de resistir la abrasión extrema.
3. Anillos de desgaste nuevos
Anillos de desgaste de la caja:
Actualizado al mismo material compuesto utilizado para los nuevos bujes.
Anillos de desgaste del impulsor:
Se mantuvo la base original A426-CPCA15
Se agregó el mismo proceso avanzado de endurecimiento de superficies utilizado en los manguitos.
Estos cambios crearon un sistema de soporte de rotor mucho más duradero y resistente a los sólidos.
Tabla 2–Acciones correctivas propuestas y análisis de la implementación
Los resultados: confiabilidad restaurada - y algo más
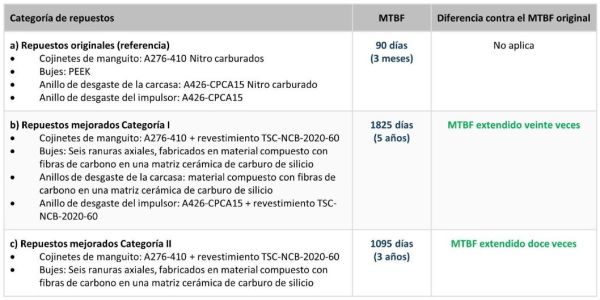
Se instalaron y rastrearon dos categorías de componentes actualizados:
Categoría I: Paquete totalmente mejorado
(bujes, manguitos, anillos de desgaste de la carcasa, anillos de desgaste del impulsor)
Nuevo MTBF: ~5 años
Mejora: aumento de 20× sobre el rendimiento original
En algunos casos, el MTBF superó las expectativas por completo.
Categoría II: Paquete parcialmente mejorado
(solo bujes + manguitos)
Nuevo MTBF: ~3 años
Mejora: aumento de 12x
Tabla 3 – Comparación del MTBF de las bombas utilizando varias categorías de repuestos
Se evaluaron las dos categorías de repuestos y se comparó el resultado contra los repuestos originales como referencia.
Ambas soluciones generaron enormes avances en disponibilidad, redujeron drásticamente las intervenciones de mantenimiento y disminuyeron los costos operativos a largo plazo.
Lo que este caso demuestra sobre la confiabilidad
Esta experiencia refuerza un punto crucial, pero a menudo malinterpretado:
El mantenimiento no puede aumentar la confiabilidad inherente de una máquina…
…pero el rediseño sí que puede.
Las bombas no fallaban por un mantenimiento deficiente, sino que fallaban porque sus suposiciones originales de diseño eran erróneas.
El rango operativo hidráulico estaba muy fuera de lo que los rotores podían tolerar.
La carga de contaminantes sólidos era mucho mayor que la que podían soportar los materiales del OEM.
Al mejorar los materiales, la geometría y los tratamientos de la superficie, el equipo de ingeniería no solo mejoró la confiabilidad, sino que corrigió el diseño para que las bombas finalmente alcanzaran la confiabilidad requerida por sus condiciones de funcionamiento.
En otras palabras, restauraron —y en cierto modo establecieron por primera vez— la confiabilidad que estas bombas deberían haber tenido el día en que fueron puestas en funcionamiento.
Que un equipo nuevo falle prematuramente es frustrante, costoso y, a menudo, con implicaciones políticas. Pero también representa una oportunidad.
Este caso demuestra que, cuando el entorno operativo no se ajusta a las premisas de diseño, ningún mantenimiento preventivo puede salvarle. Los problemas de confiabilidad derivados de desajustes de diseño solo pueden resolverse mediante intervenciones de diseño. Al replantear la arquitectura interna de los componentes clave del rotor, el equipo de ingeniería transformó una flota de bombas propensas a fallas en activos de larga duración y alta disponibilidad, demostrando una vez más que la confiabilidad no es solo algo que se mantiene, a veces es algo que tienes que reconstruir.
Diego Cantor Álvarez.Traducción por Roberto Trujillo Corona, Noria Latín América