 Colombia
Colombia Chile
Chile Costa Rica
Costa Rica Bolivia
Bolivia Ecuador
Ecuador Perú
Perú Honduras
Honduras El Salvador
El Salvador Guatemala
Guatemala Puerto Rico
Puerto Rico Panama
Panama Paraguay
Paraguay Centro América y Caribe
Centro América y CaribeAnálisis de una muestra de aceite
El análisis de una muestra de aceite usado produce muchos datos. Un informe de laboratorio típico contiene entre 20 y 40 resultados de medición únicos. Para brindar un diagnóstico adecuado o desencadenar las acciones necesarias en función del análisis, se deben conocer los rangos típicos o normales de cada elemento. El tipo de aceite, la construcción, el mantenimiento y las condiciones de funcionamiento son los cuatro principales factores que influyen en la evaluación de una muestra de aceite. Una sola calificación para cada parámetro de análisis de aceite no cubre la complejidad y el conocimiento interdisciplinario en los campos de ingeniería mecánica, química, tribología y lubricación que deben aplicarse. Si una evaluación se basa en un elemento que ha superado un límite, es posible que se produzcan interpretaciones incorrectas. Algunos laboratorios ofrecen un comentario para cada muestra de aceite, señalando áreas críticas del análisis junto con recomendaciones para la próxima acción de mantenimiento. Sin embargo, los reportes de laboratorio generalmente no contienen información sobre límites para evitar malas interpretaciones por parte del usuario final.Valores límite
La mayoría de los reportes de análisis de aceite de laboratorios comerciales contienen una clasificación basada en el principio del semáforo. Esto es, utiliza un código de color de tres etapas (verde, amarillo y rojo) para indicar rápidamente la gravedad del resultado de una muestra. Si se debe manipular una gran cantidad de muestras, puede tener sentido filtrar las muestras con banderas amarillas y rojas para decidir qué tipo de acción de mantenimiento es necesaria. Las muestras con bandera verde se pueden almacenar para tendencias y documentación. El sistema de codificación no debería ser demasiado complicado; de lo contrario, pierde la ventaja de proporcionar una guía de decisiones rápida y sencilla. Al mismo tiempo, debe ser razonable y consistente para patrones de análisis de aceite comparables. Los conjuntos de parámetros de límite adecuados que pueden ser absolutos o basados en tendencias son la base de esta coherencia. Los procesos estandarizados para la creación y revisión de valores límite combinados con directrices bien fundamentadas para el reconocimiento de modos de falla y la identificación de condiciones normales son fundamentales para un programa de análisis de aceite de alta calidad. Lo opuesto a tal metodología es un enfoque empírico basado en el conocimiento de un diagnosticador experimentado. Este conocimiento experto es muy valioso y debe usarse para probar si los límites son razonables. Sin embargo, el conocimiento empírico no es la metodología adecuada para administrar un programa de análisis de aceite estandarizado con un enfoque de mantenimiento proactivo.Una perspectiva diferente
Buscar conjuntos de límites existentes para aplicaciones específicas puede revelar resultados diferentes. Si bien es posible que la información sobre límites no siempre esté disponible, hay campos industriales en los que existen pautas detalladas. Entre los grupos que establecen valores límite se encuentran los fabricantes de componentes, los fabricantes de equipos originales (OEM, por sus siglas en inglés), las empresas petroleras, los laboratorios y los grupos y asociaciones de técnicos.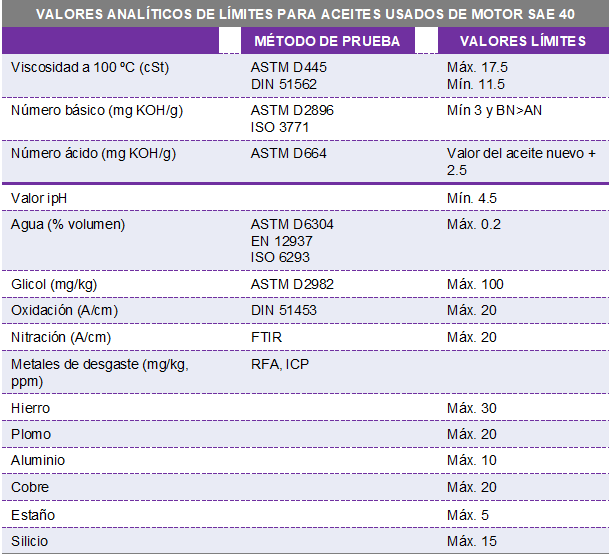 Figura 1. Un ejemplo de una tabla oficial de límites
Figura 1. Un ejemplo de una tabla oficial de límites
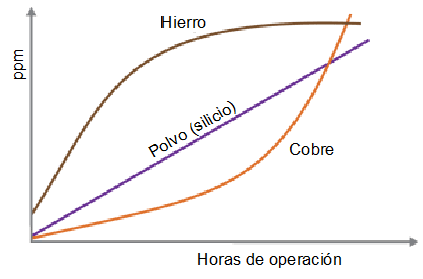 Figura 2 La función de la tendencia sobre el tiempo
Figura 2 La función de la tendencia sobre el tiempo
Límites absolutos frente a límites de tendencia
La información de límites descrita anteriormente es principalmente absoluta y no refleja el desarrollo histórico de la tendencia. Sin embargo, a veces se encuentran disponibles valores límite relacionados con las horas de funcionamiento o las distancias, especialmente de los fabricantes de motores. Esto significa que se define el cambio permisible de un parámetro a lo largo del tiempo, como el hierro por cada 100 horas de funcionamiento. Aún así, en la mayoría de los casos, los límites absolutos son válidos para una revisión típica o un intervalo de cambio de aceite. Si no se excede ningún límite, no es necesario realizar acciones de mantenimiento y el intervalo puede extenderse.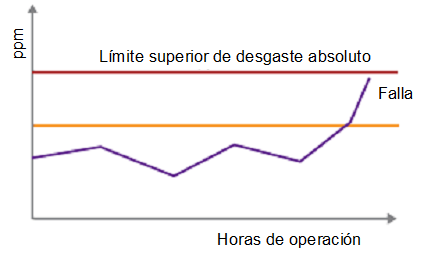 Figura 3. Límites absolutos vs. tendencia
Figura 3. Límites absolutos vs. tendencia
Definición de métodos de prueba correctamente configurados
El análisis de aceite se puede comparar a un rompecabezas con cada pieza relacionada con una sola prueba. Si solo hay disponibles piezas individuales, no se capturará la imagen completa. Los factores de envejecimiento del aceite, las propiedades del aceite, los contaminantes o la información sobre el desgaste dependen de la aplicación de la que se toma la muestra de aceite. Los métodos de prueba configurados correctamente con parámetros suficientes son importantes para poder proporcionar las respuestas correctas. Al mismo tiempo, el conjunto de prueba debe ser lo más económico posible para respaldar el análisis basado en tendencias.Metodologías estadísticas
Para la evaluación estadística de valores límite basados en datos históricos, se pueden aplicar dos métodos básicos: control estadístico de procesos (SPC,por sus siglas en inglés) o un enfoque acumulativo.Método SPC
SPC es una metodología estadística para la optimización de procesos de producción y servicio. La teoría SPC fue desarrollada por Walter A. Shewhart a principios de la década de 1920. Shewhart definió dos mecanismos basados en la idea de que la calidad de un producto depende de la variación de cada parte a partir de la cual está elaborado. El primer mecanismo es una variación de fuente común del promedio que está controlada y es natural para el proceso. El segundo mecanismo es una variación de fuente especial que no es natural y puede ser causada por fallas de la máquina o del material. Estos dos mecanismos deben estar claramente identificados para un conjunto de parámetros que describen la calidad del proceso. Si el conjunto de parámetros se distribuye normalmente y el diagrama tiene forma de campana, la desviación estándar se puede aplicar para la definición de límites. De acuerdo con estos límites, es posible decidir si la variación es normal para el proceso (fuente común) o fuera de los niveles de control (fuente especial). Para los procesos de producción, estas consideraciones han llevado a la introducción de tarjetas de calidad que contienen límites de control superior e inferior. Hoy en día, la metodología SPC se puede utilizar para controlar cualquier tipo de proceso. En el caso de límites de alarma basados en datos de muestras históricas, la desviación estándar también es una herramienta valiosa.Método acumulativo
Si la distribución de los valores medidos no se ajusta a la distribución normal, no se puede aplicar la desviación estándar. Este es el caso cuando la media y la mediana son diferentes o la distribución es sesgada o bimodal. Una distribución de frecuencia sesgada de referencia cero es común para aplicaciones donde el aceite no se cambia de acuerdo con intervalos definidos y los parámetros aumentan con el tiempo. Los parámetros típicos incluyen desgaste, oxidación, número ácido, color y contaminantes. Una distribución de frecuencia sesgada de referencia alta es normal para aplicaciones sin cambios de aceite estáticos, pero con parámetros que comienzan con un valor inicial y disminuyen con el tiempo. Los parámetros estándar incluirían aditivos, número básico y viscosidad. Además del parámetro, la aplicación también tiene un impacto en la distribución de los datos. Esto significa que la distribución de cada parámetro o valor medido de un conjunto de datos debe evaluarse en detalle y que el mismo parámetro puede encajar en diferentes esquemas de distribución para diversas aplicaciones.Ejemplos prácticos
Los siguientes ejemplos demuestran cómo los límites basados en estadísticas se vuelven más precisos si la población se divide en tipos específicos de máquinas. En el segundo ejemplo, el análisis estadístico reveló modos de falla al llamar la atención sobre las muestras con variación de causa especial.Valores límite de cajas de engranajes de turbinas eólicas
La industria eólica ha experimentado un tremendo progreso durante los últimos 20 años. La producción de energía de las turbinas eólicas modernas ha aumentado de 50 a 100 veces en comparación con los primeros modelos de la década de 1990. Como resultado, las cajas de engranajes se han vuelto mucho más grandes. Este progreso también ha tenido un impacto en los requisitos de los lubricantes y las prácticas de mantenimiento. La tendencia de las turbinas modernas ha sido hacia lubricantes sintéticos de alto desempeño. Aunque el precio de estos productos es más alto, su estabilidad frente al envejecimiento aumenta significativamente, lo que brinda la oportunidad de reducir los costos generales de mantenimiento al extender los intervalos de cambio de aceite según los resultados del análisis de aceite. Por supuesto, esto significa que deben modificarse los valores de los límites.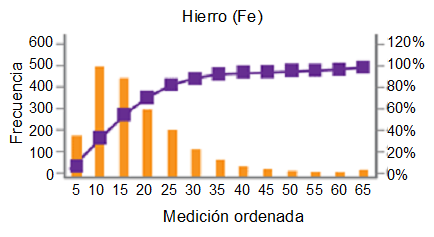 Figura 4. Un ejemplo de la distribución de hierro
en una caja de engranajes de un generador eólico
Figura 4. Un ejemplo de la distribución de hierro
en una caja de engranajes de un generador eólico
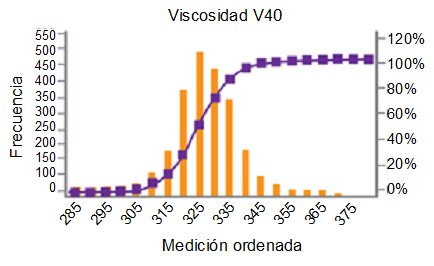 Figura 5. Un ejemplo de la distribución de la viscosidad
para la caja de engranajes de un generador eólico
Figura 5. Un ejemplo de la distribución de la viscosidad
para la caja de engranajes de un generador eólico
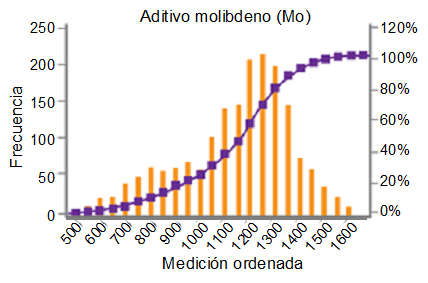 Figura 6. Un ejemplo de la distribución de aditivos
para la caja de engranajes de un generador eólico.
Figura 6. Un ejemplo de la distribución de aditivos
para la caja de engranajes de un generador eólico.
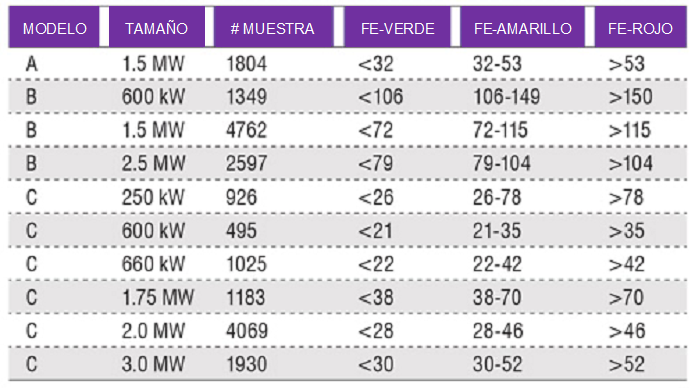 Figura 7. Límites de hierro para diferentes modelos de generadores eólicos
Figura 7. Límites de hierro para diferentes modelos de generadores eólicos
Valores límite para mandos finales hidráulicos
Otro ejemplo proviene de los mandos finales hidrostáticos. Estos sistemas se utilizan como accionamientos de orugas para excavadoras y maquinaria agrícola. A menudo se toman muestras de aceite de estos sistemas durante el procedimiento de drenado del aceite con intervalos estáticos de entre 1000 y 2000 horas. El propósito principal de las muestras de aceite es confirmar que se está usando el lubricante correcto, que los niveles de contaminación están por debajo de los límites permitidos y que las tasas de desgaste son normales.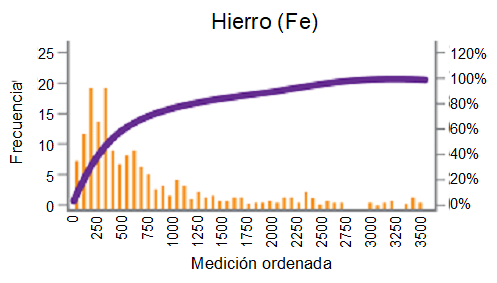 Figura 8. Un ejemplo de distribución de hierro para una transmisión sobre orugas
Figura 8. Un ejemplo de distribución de hierro para una transmisión sobre orugas
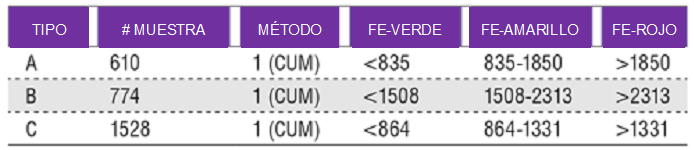 Figura 9. Límites influenciados por variaciones de causas especiales
Figura 9. Límites influenciados por variaciones de causas especiales
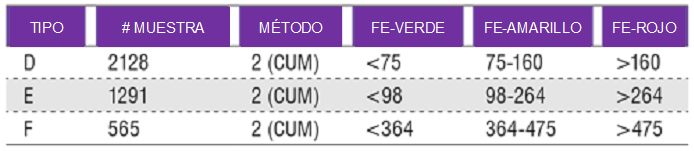 Figura 10. Límites de hierro típicos para mandos finales
Figura 10. Límites de hierro típicos para mandos finales