 Colombia
Colombia Chile
Chile Costa Rica
Costa Rica Bolivia
Bolivia Ecuador
Ecuador Perú
Perú Honduras
Honduras El Salvador
El Salvador Guatemala
Guatemala Puerto Rico
Puerto Rico Panama
Panama Paraguay
Paraguay Centro América y Caribe
Centro América y CaribePrepárese
Antes de comenzar una inspección, prepare un formulario de inspección para documentar sus observaciones. Debe estar diseñado para su aplicación específica. A continuación, ensamble el equipo necesario.La buena conservación y limpieza es esencial
Hay varias fuentes de contaminación de una caja de engranajes, incluidas las que son incorporadas, generadas internamente, ingresadas y agregadas durante el mantenimiento. Muchas cajas de engranajes funcionan en entornos sucios. Por lo tanto, se deben utilizar buenos métodos de limpieza durante las inspecciones. Las áreas alrededor de los puertos de inspección y otras aberturas deben limpiarse antes de abrirlas. Los inspectores deben tener cuidado de no dejar caer nada en la caja de engranajes. Los bolsillos de la camisa deben estar vacíos y las herramientas deben guardarse en un cinturón de herramientas. Los puertos nunca deben dejarse abiertos durante los descansos y deben cerrarse y asegurarse una vez finalizada la inspección.Inspección visual durante las rondas a pié
Debe realizar un examen externo completo antes de abrir el puerto de inspección de la caja de engranajes. Utilice un formulario de inspección para registrar datos importantes que de otro modo se perderían una vez finalizada la limpieza. Por ejemplo, antes de limpiar el exterior de la caja de engranajes, inspeccione si hay signos de sobrecalentamiento, corrosión, contaminación, fugas de aceite y daños. Mida el par de apriete de los sujetadores estructurales que soportan cargas significativas, como los pernos del brazo de torsión. Busque evidencia de movimiento, incluida la pintura agrietada o la corrosión por contacto en las interfaces estructurales. Observe el estado de los sujetadores e inspeccione las superficies de carga de los componentes en busca de corrosión por contacto u otra evidencia de movimiento.Detección de sobrecalentamiento
Los siguientes son signos de sobrecalentamiento:- Humo en ejes, sellos o respiraderos
- Pintura descolorida o quemada en las carcasas
- Si el agua rociada en la carcasa o los ejes se evapora rápidamente, hierve o crepita
- Colores templados en superficies sin pintar
- Componentes de plástico derretido como tapones de envío
- Nivel de aceite bajo en la mirilla o en la varilla de nivel
- Aceite oscuro en la mirilla o en la varilla de nivel
- Espuma en la mirilla
- Agua en la mirilla o lodo en el elemento del filtro (puede indicar una falla en el enfriador de aceite)
- Partículas de metal en conectores, detectores de partículas o filtros magnéticos (pueden indicar fallas de engranajes o cojinetes por sobrecalentamiento)
Métodos para inspeccionar una caja de engranajes
|
|
- Inspeccione visualmente el exterior de la caja de engranajes en busca de señales de sobrecalentamiento.
- Registre las temperaturas de los termómetros de la caja de engranajes, termopares o detectores de temperatura de resistencia (RTD).
- Mida la temperatura del cárter de aceite.
- Para sistemas con lubricación forzada con enfriador de aceite, mida la temperatura en la entrada y salida de aceite de la caja de engranajes, así como la temperatura del agua en la entrada y salida del enfriador.
- Calcule las temperaturas del eje y la carcasa de la caja de engranajes usando agua pulverizada.
- Mide la temperatura de la carcasa de la caja de engranajes tocándola con la palma de su mano y usando pintura, crayones y etiquetas sensibles a la temperatura o un termómetro digital.
- Verifique la temperatura de la carcasa de la caja de engranajes con un termómetro infrarrojo o una cámara de imágenes infrarrojas.
- Analice el aceite de la caja de engranajes en busca de signos de oxidación o degradación térmica mediante pruebas en sitio y de laboratorio.
- Analice el aceite de la caja de engranajes utilizando contadores de partículas, análisis espectrométrico y ferrografía para detectar partículas de desgaste.
- Inspeccione los componentes internos de la caja de engranajes a través de los puertos de inspección en busca de signos de sobrecalentamiento, desalineación, juego inadecuado, juego libre inadecuado de cojinetes u oxidación del aceite.
- Mida el sonido y la vibración de la caja de engranajes y compárelos con los límites permitidos.
Inspeccione el respiradero
El respiradero debe ubicarse en un área limpia, no presurizada, lejos de contaminantes. Debe incluir un filtro para partículas y un desecante para evitar la entrada de agua. Además, asegúrese de que el respiradero esté protegido del agua durante los lavados.Compruebe los sellos del eje
Busque fugas de aceite en los sellos del eje. Si hay signos de fuga de aceite, es probable que los sellos permitan la entrada de polvo y agua. Si la caja de engranajes tiene sellos de laberinto, debe tener sellos externos como anillos en V para evitar la entrada de contaminantes.Inspeccione las interfaces estructurales
La Figura 1 muestra pintura agrietada en una interfaz del brazo de torsión, lo que indica que hubo movimiento (a). La dirección de 45 grados de las grietas (b) sugiere que el componente de la derecha se movió hacia abajo en relación con el componente de la izquierda.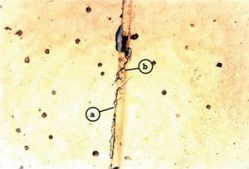
Figura 1. La pintura agrietada en la interfaz del brazo de torsión indica movimiento.
Examine a través de los puertos de inspección
Examine la tapa del puerto de inspección y determine si todos los pernos están apretados y la tapa está sellada correctamente o si hay una fuga de aceite (o ingreso de humedad y partículas). Solo se debe permitir que el personal calificado abra los puertos de inspección. En algunos casos, es necesario asegurar los puertos con candados para reforzar la seguridad. Limpie la tapa del puerto de inspección y el área circundante. Retire la tapa, teniendo cuidado de no contaminar el interior de la caja de engranajes. Cuente los pernos y guárdelos en un recipiente separado para que no haya posibilidad de que caigan en la caja de engranajes. Observe el estado de los engranajes, ejes y cojinetes. Si los engranajes o cojinetes están dañados pero aún funcionan, la gerencia puede decidir continuar la operación y monitorear el progreso del daño. En este caso, el sistema de engranajes debe monitorearse continuamente. También debe asegurarse de que no haya riesgos para la vida humana. Para aplicaciones críticas, examine los engranajes mediante tintas penetrantes para asegurarse de que no haya grietas que impidan un funcionamiento continuo y seguro. Si no hay grietas, debe realizar periódicamente una inspección visual y medir la temperatura, el sonido y la vibración. Recolecte muestras del lubricante para analizarlas, examine el filtro de aceite en busca de partículas de desgaste y contaminantes e inspeccione los tapones magnéticos para detectar partículas ferromagnéticas de desgaste. El mejor lugar para tomar una muestra de aceite de una caja de engranajes es lo más cerca posible del engranaje. El uso de un puerto de muestreo minimess con tubo de extensión le permitirá montar el puerto de muestreo en el drenaje y manipular el tubo para que termine exactamente donde lo desee. La regla general para instalar tubos de extensión para muestreo es mantener el extremo del tubo al menos a 2 pulgadas de distancia de cualquier superficie estática o dinámica. Deberá purgar toda la extensión del tubo, el puerto de muestreo minimess, el adaptador de apertura del puerto de muestreo y la manguera antes de tomar la muestra para su análisis. Purgue al menos 10 veces el volumen de todos los componentes antes de tomar la muestra para su análisis. Por lo general, esto equivale aproximadamete entre 75 a 100 ml de líquido para un puerto de muestreo con un tubo de extensión de 12 pulgadas. Para evitar más daños a los engranajes y cojinetes debido a las partículas de desgaste, reemplace el elemento del filtro y luego drene, lave y vuelva a llenar el depósito con lubricante nuevo. Continúe monitoreando las propiedades del lubricante durante la operación y repita el mantenimiento si es necesario. Si se encuentran grietas o el daño es lo suficientemente severo como para justificar la remoción de la caja de engranajes, mida el juego libre y la alineación del acoplamiento del eje antes de remover la caja de engranajes. Observe el estado y el par de apriete de los sujetadores, incluidos los pernos de montaje y acoplamiento. Para verificar una posible torsión en la caja de engranajes, instale un indicador de cuadrante en cada esquina de la caja de engranajes y luego mida el movimiento de las patas de montaje a medida que se aflojan los pernos. Si no hay ningún giro, cada indicador registrará el mismo movimiento vertical. Si hay un giro, calcule el giro a partir de los movimientos relativos. Si no se detecta ningún daño evidente, documente el estado de los engranajes y rodamientos con fotografías, bocetos y descripciones escritas. Además, registre los patrones de contacto de los dientes de los engranajes para referencia futura (consulte la sección Registro de patrones de contacto de los dientes de los engranajes).Equipo a utilizar para una inspección de caja de engranajes
|
|
Mida la holgura del engranaje y el juego libre del eje
Mida el juego del engranaje montando un indicador de cuadrante, de modo que sea similar al perfil de un diente de piñón, bloquee el engranaje para evitar su rotación y balancee el piñón a través del juego. Para medir el juego libre del eje, monte un indicador de cuadrante en el extremo de un eje y mueva el eje en la dirección axial. En la mayoría de los casos, esto requiere un accesorio con un rodamiento de bolas en el eje central que permite empujar y tirar del eje mientras se gira para asentar los rodillos del rodamiento.  Figura 2. Este accesorio se utiliza para medir el juego libre del eje.
Figura 2. Este accesorio se utiliza para medir el juego libre del eje.
Alineación del contacto entre engranajes
Los engranajes tienen una capacidad de carga máxima cuando los ejes de los engranajes están perfectamente alineados y la carga transmitida se distribuye uniformemente en todo el ancho de la cara activa. Desafortunadamente, muchos factores, como problemas de diseño, precisión de fabricación, deflexiones, distorsión térmica y efectos externos pueden combinarse para causar una desalineación del contacto entre engranajes. El resultado es que los engranajes están desalineados y la distribución de la carga no es uniforme.Patrones de contacto de los dientes del engranaje
Es importante inspeccionar los patrones de contacto de los dientes de los engranajes porque pueden revelar una desalineación del área de contacto de los engranajes. La inspección debe realizarse durante la puesta en servicio de la caja de engranajes para detectar una desalineación antes de que cause daños. Las inspecciones deben repetirse regularmente para determinar cualquier cambio en los patrones de contacto causado por problemas como fallas en los rodamientos.Qué buscar
Esté atento a un fuerte contacto en los bordes del área de contacto, especialmente en cada extremo del piñón y la cara del engranaje, en las puntas de los dientes y a lo largo de las raíces de los dientes al inicio del perfil activo (SAP, por sus siglas en inglés). Determine si hay pasos de desgaste en los extremos de los dientes, las puntas o el SAP. El piñón suele ser más ancho que el engranaje y, si hay desalineación, es probable que haya un paso de desgaste en cualquiera de los extremos del piñón. La desalineación severa generalmente causa macropitting.  Figura 3. Una desalineación severa puede causar
macropitting en los engranajes del piñón helicoidal.
Figura 3. Una desalineación severa puede causar
macropitting en los engranajes del piñón helicoidal.
Registro de patrones de contacto de los dientes del engranaje
Si hay evidencia de desalineación de los engranajes, como macropitting concentrado en los extremos de los dientes, pero no hay dientes rotos u otras fallas que impidan la rotación de los engranajes, registre los patrones de contacto de los dientes de los engranajes. La forma en que se tocan los dientes de los engranajes indica cómo están alineados. Los patrones de contacto de los dientes se pueden registrar en condiciones de carga o descarga. Los patrones sin carga no son tan confiables como los patrones cpn carga para detectar desalineación porque el compuesto de marcado es relativamente espeso. Además, las pruebas sin carga no incluyen la desalineación causada por la carga, la velocidad o la temperatura. Por lo tanto, si es posible, después de cualquier prueba sin carga efectúe pruebas con carga.Grabación de patrones de contacto sin carga
Para las pruebas sin carga, limpie a fondo y pinte los dientes de un engrane con un compuesto de marcado suave y luego haga pasar los dientes a través del área de contacto para que el compuesto se transfiera al engrane sin pintar. Gire el piñón con la mano mientras aplica una carga ligera al eje del engranaje con la mano o con un freno. Use cinta transparente para levantar los patrones transferidos del engrane y monte la cinta en papel blanco para formar un registro permanente. El compuesto PT-650 “grasa para marcar dientes” de Products/Techniques Inc. funciona mejor. Se prefiere la cinta Scotch No. 845 Book Tape (2 pulgadas de ancho) para levantar patrones de contacto. La Figura 6 muestra cintas de contacto que indican un patrón de contacto que va desde el centro en algunos sectores del engranaje a sesgado hacia el extremo izquierdo del ancho de la cara en otros sectores. Este tipo de desalineación es causado por el descentramiento del engranaje. Solo se puede corregir reemplazando el engranaje por uno más preciso.
Figura 4. Esta imagen muestra un patrón de contacto sin carga transferido a un engranaje sin pintar.

Figura 5. En esta foto se revela un sector diferente del equipo sin pintar.

Figura 6. Documentación de patrones de contacto sin carga.
Grabación de patrones de contacto con cargas
Para pruebas con cargas, limpie a fondo los dientes con un solvente y acetona. Pinte varios dientes en uno o ambos engranes con una capa fina de laca de diseño de maquinista (DYKEM). Haga funcionar los engranes bajo carga durante el tiempo suficiente para desgastar la laca y establecer el patrón de contacto. Fotografíe los patrones para obtener un registro permanente. Si es posible, registre los patrones de contacto bajo varias cargas, como 25, 50, 75 y 100 por ciento de carga completa. Inspeccione los patrones después de ejecutar aproximadamente una hora en cada carga para monitorear cómo cambian los patrones con la carga. Idealmente, los patrones no deberían variar con la carga. Los patrones de contacto óptimos cubren casi el 100 por ciento de la cara activa de los dientes del engranaje a plena carga, excepto en los extremos a lo largo de las puntas, raíces y extremos de los dientes, donde el contacto debe ser más ligero, como lo demuestran los rastros de laca. Piense en las inspecciones en sitio de la caja de engranajes como un mantenimiento preventivo. Los problemas detectados temprano y corregidos pueden evitar fallas catastróficas, costosas y peligrosas en el futuro.
Figura 7. Este patrón se registró al 50 por ciento de carga.

Figura 8. Este patrón se registró al 100 por ciento de carga.
Grabado de macropicaduras
Se puede obtener un registro permanente de macropicadiras (macropitting) pintando los dientes con compuesto de marcado y levantando el patrón de macropicadura con cinta transparente. El procedimiento es:- Limpie el diente frotando con un paño limpio y sin pelusa empapado en solvente de secado rápido.
- Pinte los dientes con una fina capa de compuesto para marcar. El compuesto PT-650 funciona mejor.
- Coloque un trozo de cinta transparente sobre todo el diente. Deje que la cinta se doble sobre los bordes y se alinee para definir los límites del diente. Se prefiere la cinta Scotch No. 845 Book Tape.
- Frote la parte posterior de la cinta con un paño limpio para asegurar un contacto íntimo con la superficie del diente.
- Comenzando por un extremo, retire con cuidado la cinta del diente.
- Coloque un extremo de la cinta (con el lado adhesivo hacia abajo) sobre papel blanco y extienda con cuidado la cinta por el papel. Las áreas con macropicadura aparecerán en blanco.
- Anote el registro para describir completamente la ubicación y orientación del diente.
Grabado de micropicaduras
Se puede obtener un registro permanente de micropicaduras (micropitting) frotando grafito fino en las áreas micropicadas y levantando el patrón de grafito con cinta transparente. El procedimiento es el siguiente:- Limpie el diente frotando con un paño limpio y sin pelusa empapado en solvente de secado rápido.
- Coloque un paño limpio que no suelte pelusa sobre una superficie plana y frote un lápiz de dibujo en un papel de lija para cubrir el paño con grafito.
- Frote toda la superficie del diente con el paño de modo que el grafito cubra las áreas micropicadas, la parte superior y los bordes del diente.
- Frote toda la superficie del diente con un paño limpio sin pelusa para eliminar el grafito suelto.
- Coloque un trozo de cinta transparente sobre todo el diente. Deje que la cinta se doble sobre los bordes y se alinee para definir los límites del diente. La cinta Scotch No. 845 funciona mejor.
- Frote la parte posterior de la cinta con un paño limpio para asegurar un contacto íntimo con la superficie del diente.
- Comenzando por un extremo, retire con cuidado la cinta del diente.
- Coloque un extremo de la cinta (con el lado adhesivo hacia abajo) sobre papel blanco y extienda con cuidado la cinta por el papel. Las áreas micropicadas aparecerán como gris oscuro, las marcas de mecanizado como gris más claro y las áreas pulidas se verán blancas.
- Anote el registro para describir completamente la ubicación y orientación del diente.